Nachdem CIMCO Edit v6 auf Ihrem Computer installiert wurde, ist der erste Schritt für seine Anwendung, ein CNC-Programm zu öffnen. Dazu öffnen Sie zunächst das Programm CIMCO Edit v6, indem Sie das (rote) Desktop-Icon ‚CIMCO Edit v6’ doppelt anklicken und als geeigneten Dateityp ISO Fräsen auswählen. Für dieses Beispiel öffnen Sie das CNC-Fräsprogramm 4202.nc aus dem Ordner ‚CNC-Programme vom Typ 4000’ (hier anklicken: CNC-Programme vom Typ 4000).
Das Hauptprogramm FLANSCH (FL) heisst 4202.nc und beinhaltet die zwei Unterprogramme 4002.nc und 4003.nc. Programm 4002.nc ist das Fräsprogramm für die FL-Außenkontur und 4003.nc zeigt das Layout der FL-Innenkontur. Da bei allen Dateien die Satznummerierung nicht einheitlich ist, sollten Sie bei den Einstellungen der Satznummern für das Hauptprogramm 4202.nc das Intervall 10 verwenden.
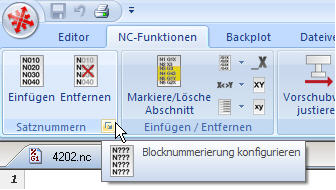
Klicken Sie auf das kleine Start-Icon ![]() in der Banderole Satznummern unter dem Reiter ‚NC-Funktionen’, um den Dialog Satznummerierung konfigurieren zu starten. Stellen Sie jetzt die gewünschten Parameter im Dialog-Fenster ‚Satznummern - ISO Fräsen’ für die FL-Programmdatei 4202.nc ein (Details dazu siehe CNC-Programm FLANSCH (FL)).
in der Banderole Satznummern unter dem Reiter ‚NC-Funktionen’, um den Dialog Satznummerierung konfigurieren zu starten. Stellen Sie jetzt die gewünschten Parameter im Dialog-Fenster ‚Satznummern - ISO Fräsen’ für die FL-Programmdatei 4202.nc ein (Details dazu siehe CNC-Programm FLANSCH (FL)).
 |
|
Starten des Dialogs ‚Satznummerierung konfigurieren’ |
Jetzt entfernen Sie die alten Satznummern durch Klicken auf das Icon ![]() Entfernen und danach fügen Sie die neuen Satznummern durch Anklicken des Icons
Entfernen und danach fügen Sie die neuen Satznummern durch Anklicken des Icons ![]() Einfügen ein.
Einfügen ein.
So wird sichergestellt, dass die Satznummernfolge für das komplette Hauptprogramm 4202.nc einheitlich ist. Bitte beachten Sie, dass sämtliche Zeilen für Kommentare - beginnend mit einer runden Klammer oder mit einem %-Zeichen - hier nicht nummeriert werden (siehe auch CNC-Programm FLANSCH (FL)).
Für weitere Informationen zu den Unterprogrammen SPF 4002 und SPF 4003 klicken Sie auf das Icon ![]() Backplot-Fenster unter dem Reiter Backplot. Damit erhalten Sie den Backplot des Programms, das Sie im geöffneten Fenster sehen, mit der Visualisierung aller Werkzeugbahnen (siehe Backplotten des CNC-Programms FLANSCH (FL)).
Backplot-Fenster unter dem Reiter Backplot. Damit erhalten Sie den Backplot des Programms, das Sie im geöffneten Fenster sehen, mit der Visualisierung aller Werkzeugbahnen (siehe Backplotten des CNC-Programms FLANSCH (FL)).
Zur dynamischen Simulation der Werkzeugpfade klicken Sie auf das Icon ![]() Starte / beende die Simulation in der rechten unteren Ecke des Backplot-Fensters.
Starte / beende die Simulation in der rechten unteren Ecke des Backplot-Fensters.
Man kann sehen, wie sich das Werkzeug T6 von der Werkzeugwechselposition (X-100, Y0, Z40) zur Außenkontur bewegt, um dort radial (R=5mm) über die Funktion Einfahren/Ausfahren in die Kontur einzufahren. Genauso bewegt sich das Werkzeug T14 zur Innenkontur.