 |
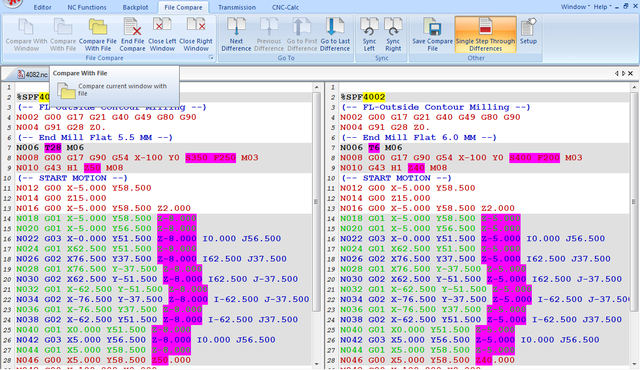
File Compare is a very useful tool for CNC programmers and production engineers. It is used to examine (and change) the CNC commands of a program 'optimized' from an original one. Depending on the actually used material, the machine operator might have to correct the spindle speed, feedrate, or both, in an existing program. Using File Compare, the CNC programmer can compare the files to see any changes made earlier by the machine operator - especially with respect to the increase in tool wear identified by the tool management.
|
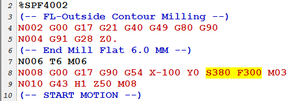
Referring to the block with the highlighted S and F commands, the CNC controller can discuss an optimal solution for lower tool wear with the machine operator.
 |
In this case, the action taken was to make a compromise on the values S380 and F300, but keep the existing Z value (Z50) in the new subprogram. All other modifications should remain.
Click the icon ![]() Next Difference to use the File Compare to navigate from the first difference (CNC subprogram numbers) directly to the next differences (T28 - T6), and (S350 F250 - S400 F200), to (Z50 - Z40) where the Z-values are highlighted:
Next Difference to use the File Compare to navigate from the first difference (CNC subprogram numbers) directly to the next differences (T28 - T6), and (S350 F250 - S400 F200), to (Z50 - Z40) where the Z-values are highlighted:
Clicking on the synchronisation icon ![]() Sync Right, the Z40 value in the right window will be overwritten by Z50 from the left.
Sync Right, the Z40 value in the right window will be overwritten by Z50 from the left.
Now the left window (subprogram 4082.nc) can be closed by clicking the icon ![]() Close Left Window. The values S350 and F250 may now be changed to the new values S380 and F300.
Close Left Window. The values S350 and F250 may now be changed to the new values S380 and F300.
 |
Closing the edited subprogram SPF4002 the save dialog appears:
 |
Click 'Yes' to save all changes to the new subprogram SPF4002.
After replacing the old SPF4002 by the new SPF4002 in the main program file MPF4202 we are now ready for the machining.