Après avoir installé CIMCO Edit v6 sur votre ordinateur, la première chose à faire est de l'utiliser pour ouvrir un programme CN. Démarrez donc CIMCO Edit v6 en double-cliquant sur son icône et sélectionnez Fraisage ISO comme type de fichier. Pour cet exemple, ouvrez le fichier de fraisage CN 4202.nc à partir du dossier 'Programmes CN de type 4000' (Cliquez ici pour télécharger un dossier zip contenant le programme CN).
Le programme principal est 4202.nc BRIDE (BR) et comprend les deux sous-programmes 4002.nc et 4003.nc. Le sous-programme 4002.nc est le fraisage du contour extérieur de la bride BR et 4003.nc l'usinage de contour intérieur de BR. Puisque la numérotation des blocs n'est pas uniforme dans tous les fichiers, vous devez renuméroter les blocs du programme MPF4202.nc avec un intervalle de 10.
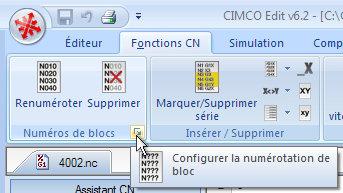
Cliquez sur l'icône ![]() du menu Numéros de blocs se trouvant dans l'onglet 'Fonctions CN' pour ouvrir la fenêtre de Configuration des numéros de blocs. Configurez les paramètres désirés pour le programme CN 4202.nc et cliquez sur OK pour valider et fermer la boite de dialogue (voir Programme CN BRIDE (BR)).
du menu Numéros de blocs se trouvant dans l'onglet 'Fonctions CN' pour ouvrir la fenêtre de Configuration des numéros de blocs. Configurez les paramètres désirés pour le programme CN 4202.nc et cliquez sur OK pour valider et fermer la boite de dialogue (voir Programme CN BRIDE (BR)).
 |
|
Ouverture de la fenêtre de configuration des numéros de blocs |
Cliquez maintenant sur l'icône ![]() Supprimer pour supprimer les numéros de blocs existants et renumérotez les blocs en cliquant sur l'icône
Supprimer pour supprimer les numéros de blocs existants et renumérotez les blocs en cliquant sur l'icône ![]() Renuméroter.
Renuméroter.
Cela permettra de répartir les numéros de blocs du fichier 4202.nc de façon plus uniforme. Notez que toute ligne de commentaire commençant par une parenthèse ou le caractère % ne sera pas numérotée (voir Programme CN BRIDE (BR)).
Vous pouvez simuler les sous-programmes SPF4002 et SPF4003 en cliquant sur l’icône ![]() Fenêtre de simulation à partir du menu de l'onglet Simulation. Cela affichera le rendu de la fenêtre actuelle avec visualisation des parcours d’outil du programme CN MPF4202 (voir Simulation du programme CN BRIDE).
Fenêtre de simulation à partir du menu de l'onglet Simulation. Cela affichera le rendu de la fenêtre actuelle avec visualisation des parcours d’outil du programme CN MPF4202 (voir Simulation du programme CN BRIDE).
Pour une simulation dynamique du parcours d’outil, cliquez sur le bouton ![]() Démarrer/arrêter la simulation du coin inférieur droit de la fenêtre de simulation.
Démarrer/arrêter la simulation du coin inférieur droit de la fenêtre de simulation.
Vous pouvez voir l'outil T6 passer de la position du changement d'outil (X-100, Y0, Z40) au contour extérieur d’Entrée/Sortie avec des cercles de rayon 5 mm. De la même façon, l'outil T14 se déplace sur le contour intérieur.