Blocknumren i ett CNC-program är en viktig vägledning och är alltid i början av ett NC-block. Den största delen av ett CNC-program består av successiva NC-block där verktygsbanorna för bearbetning av ett arbetsstycke definieras.
Eftersom det ofta behöver göras ändringar, dvs infogas nya NC-block mellan två gamla, är definitionen av 'intervallet' mellan två NC-block i enlighet med det förväntade antalet NC-block ett viktigt beslut som påverkar storleken på blocknumren och därför också deras läsbarhet för användaren. Om blockens talföljd störs av många förändringar kanske en 'omnumrering' behövs.
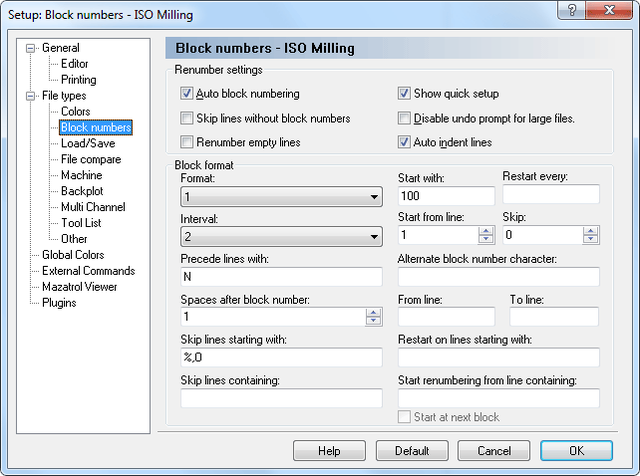
För att konfigurera omnumrering och/eller automatisk blocknumrering väljer du Blocknummer från menyn Filtyper i vänstra trädet i editorinställningarna eller klickar på du ikonen Konfigurera blocknumrering ![]() i menyn Filtyp i Editor-fliken. Dialogrutan för Blocknummerkonfiguration visas nedan.
i menyn Filtyp i Editor-fliken. Dialogrutan för Blocknummerkonfiguration visas nedan.
 |
|
Dialogrutan för Blocknummerkonfiguration. |
Infogar automatiskt blocknummer efter det format som definierats. Om du gör en ny rad (efter befintliga rader) kommer det nya blocknumret styras av föregående blocknummer och inställningarna för Intervall. Om du infogar en rad i ett befintligt program kommer det nya blocknumret vara mitt i mellan föregående block och efterföljande block.
Markera det här fältet för att hoppa över rader utan blocknummer när en omnumrering utförs. Blocketnummersekvensen fortsätter på nästa rad som har blocknummer.
Markera det här fältet för att numrera om tomma rader - en enda tom rad eller flera på varandra efterföljande tomma rader.
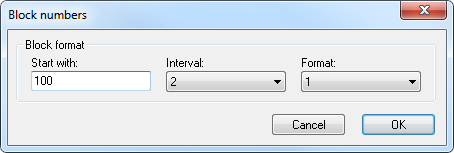
Markera det här fältet för att visa en dialogruta för 'snabbinställning' när ett program numreras om.
 |
|
Dialogrutan för snabbinställningar av blocknummer |
Du kan ändra de förvalda värden som visas i dialogrutan (definierade under 'Blockformat' i inställningar för blocknumren) för att passa dina omnumreringskrav och klicka på OK.
När det här fältet är avmarkerat kommer du få ett meddelande när du är på väg att numrera om en stor fil, som inte går att ångra. Om detta är markerat kommer ingen sådan varning visas.
Gör automatiskt indrag av nya linjer. Indragen är inställda på samma nivå som raden ovanför.
Detta fält innehåller en lista över tillgängliga blocknummerformat. Välj ett format från rullgardinsmenyn. T.ex. för 4 siffriga blocknummer och max 9999 väljer du formatet "0001".
|
Detta kommer inte att begränsa antalet siffror i radnumren. Om du vill begränsa antalet siffror måste du ange ett högsta radnummer i fältet Börja om vid. |
Gör det möjligt att ange startvärdet på blocknumret.
Ange när radnumren måste börja om. Detta är samma som det högsta radnumret.
Exempel: För att använda radnummer 0-9999, ange 9999 i detta fält. Om inget värde anges kommer radnumren öka tills de når 100000000 innan de börjar om igen.
Använd den här listrutan för att välja det intervall med vilket blocknumren måste öka för varje block. Förinställda intervall är 1, 2, 5, 10, 20, 100, 1000 och Auto.
Om du väljer något av Auto ... alternativen är det valda numret det maximala blocknumret och intervallet kommer att väljas för att distribuera blocknumren så jämnt som möjligt för detta maximala blocknummer.
Exempel: För ett CNC-program på 482 NC-block, välj intervallet 'Auto 1000'. När du klickat på knappen ![]() Omnumrera i verktygsfältet blocknummer under NC-Funktioner beräknas det högsta blocknumret till N0964 (under 1000) och den bästa intervallen blir satt till 2.
Omnumrera i verktygsfältet blocknummer under NC-Funktioner beräknas det högsta blocknumret till N0964 (under 1000) och den bästa intervallen blir satt till 2.
För samma program med 'Auto 10000' blir det högsta blockenumret N4820 och det optimala intervallet 10.
Ange den första raden i programmet som kommer att ges ett blocknummer.
Använd det här fältet för att ange om blocknumren ska hoppa över linjer.
Exempel: Om du anger 2 i det här fältet kommer endast vart 3:e rad vara numrerade.
Här kan du ange en sträng som kommer att införas före blocknumret. För maskiner av ISO-typ är detta normalt bokstaven 'N'.
Använd det här fältet för att ange ett alternativt tecken för blocknummer.
Exempel: Om styrsystemet använder både 'N' och ':' för blocknummer, ange ":" i detta fält.
Använd det här fältet för att ange antalet mellanslag att sätta in efter blocknumret. Om du vill infoga blocknummer med en särskild kolumnbredd, anger du ett negativt värde.
Ange hur många rader som ska hoppas över innan omnumreringen börjar.
Använd det här fältet för att ange maximalt antal rader som ska omnumreras.
Om ett positivt tal anges här definierar det den sista raden som ska omnumreras, räknat från början av programmet.
Exempel 1: Om ditt CNC-program börjar med 4 kommentarsrader och en rad med programstart (med programstartstrigger och nummer, men utan 'N') kommer endast de första 10 NC-blocken omnumreras om du anger 15 i detta fält.
Om ett negativt värde (-N) är angivet kommer de sista N-raderna (räknat från slutet av programmet) inte omnumreras.
Exempel 2: Om du anger värdet -2 och den sista raden i ditt CNC-program (raden med koden M30 för programslut) följs av en rad som innehåller ett specialtecken (t.ex. %), då kommer endast den sista raden inte omnumreras.
Definierar att rader som börjar med en viss sträng och/eller tecken ska utelämnas, t.ex. '%', 'O', '(', etc. Flera strängar anges med ett komma ',' som separator. Om du vill utelämna rader som börjar med ett kommatecken ',' anger du ',,'.
Använd det här fältet för att ange när blocknumren ska börja om.
Exempel: För att omnumrera flera program i samma fil, ange "O" i detta fält. Då återställs blocknumren varje gång ett O-Nummer påträffas.
Här kan du ange att rader som innehåller en visst sträng och/eller ett visst tecken bör utelämnas. Flera strängar kan anges med ett komma ',' som separator.
Använd det här fältet för att ange en start-trigger för omnumrering. Om du anger en start-trigger kommer omnumrering börja från första blocket som innehåller den angivna strängen. För att starta från det första blocket efter det block som innehåller strängen, kolla alternativet Börja vid nästa block nedan.
Markera det här fältet för att börja omnumreringen från blocket efter den rad som innehåller start-triggern för omnumrering.
|
Inställningarna för blocknumren påverkar endast den valda filtypen. |