 |
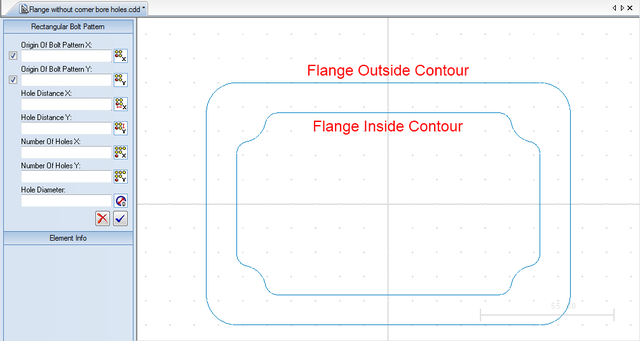
Both the FLANGE-Outside contour and the FLANGE-Inside contour are created by CNC-Calc, but of course a flange has to have mounting holes. We will now use the CNC-Calc functions Rectangular Bolt Hole Pattern (geometry) and Drill Holes (technology) to create those mounting holes.
The coordinates of the 4 corner bolt holes are (-62.5, 37.5), (62.5, 37.5), (62.5, -37.5), (-62.5, -37.5), and the Hole Diameter is 10 mm.
The input data to be entered into the CNC-Calc pane on the left in order to generate the drill subprogram are:
| Origin Of Bolt Pattern X: | -62,5 |
| Origin Of Bolt Pattern Y: | -37,5 |
| Hole Distance X: | 125 |
| Hole Distance Y: | 75 |
| Number Of Holes X: | 2 |
| Number Of Holes Y: | 2 |
| Hole Diameter: | 10 |
|
|
Click here to download a zip file with the CNC-Calc drawings (right click and Save as...). |
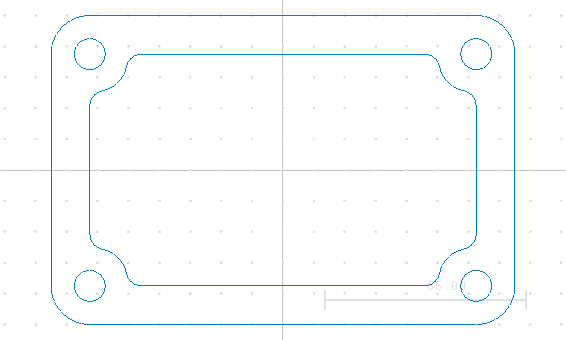
First, open the CAD-program "Flange without corner bore holes.cdd", click on the icon ![]() Rectangular Bolt Hole Pattern and enter the above data into the dialog box Rectangular Bolt Pattern. To insert the pattern in the drawing, click on the check mark
Rectangular Bolt Hole Pattern and enter the above data into the dialog box Rectangular Bolt Pattern. To insert the pattern in the drawing, click on the check mark ![]() at the bottom. All 4 holes are now saved with the drawing.
at the bottom. All 4 holes are now saved with the drawing.
 |
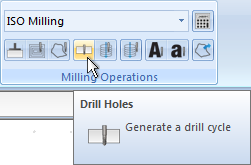
To generate the drill cycle, from the ribbon Milling Operations select the canned cycle Drill Holes.
 |
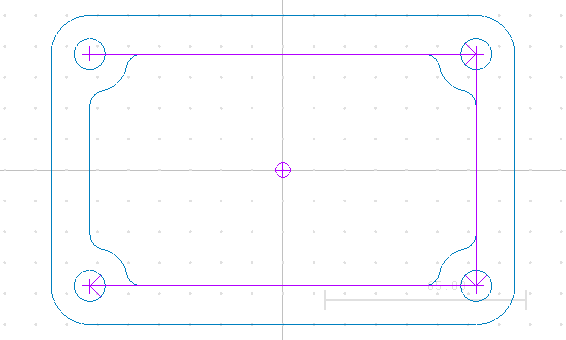
Write a short comment e.g. '4 corner bolt hole drilling' in the Comment field of the 'Drilling' dialog. Now click inside each hole in the order you would like them to be machined.
The result should look like the following picture:
 |
Now, to create the subprogram "4040.nc" with the 4 corner bolt hole drilling operation, click on the button Export Editor,
 |
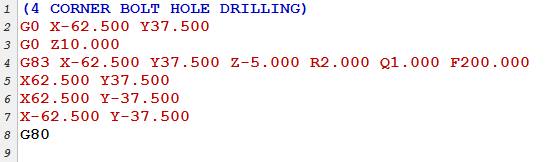
CNC-Calc then generates the following subprogram (cycle G83 inclusive):
 |
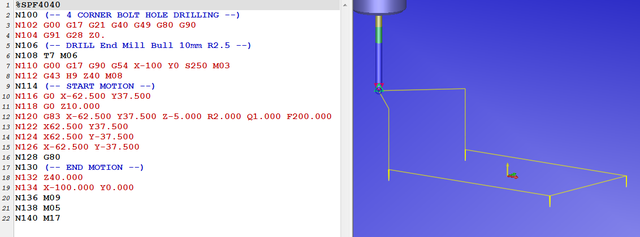
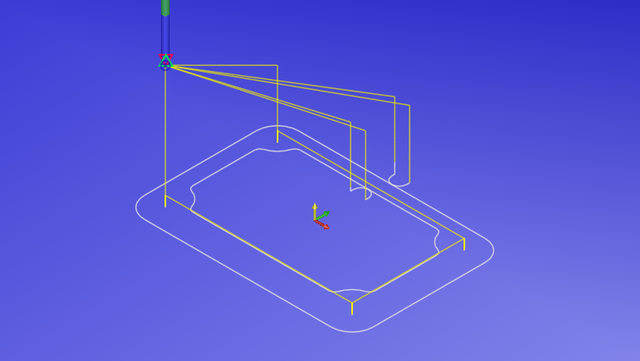
After completion - also adding the macro 'Program Start and End' - we verify subprogram 4040.nc with backplot:
 |
Integrating SPF4040 with the main program file MPF4202, this has been renamed to MPF4203 and backplotted to verify the toolpaths of T6 + T14 + T7:
 |
The milling tool of the subprogram SPF 4003 is a slot mill 0.8 mm for laying out the Flange inside contour. For the last machining operation of the Flange we will use pocket milling within the inside contour. With the CNC-Calc, open the CAD file "Flange without corner bore holes.cdd" - showing both the inside and outside contour of the flange.
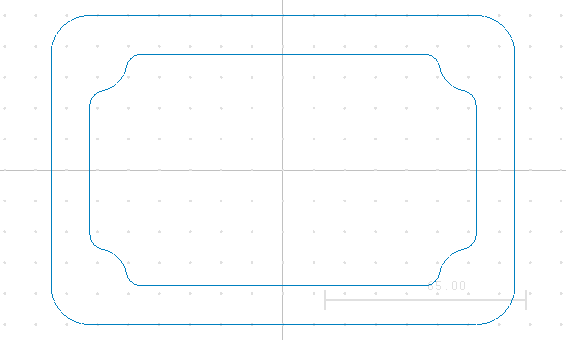 |
Click on the button ![]() Pocket Milling in the ribbon Milling Operations and step by step generate the pocket boundary line by clicking on the flange inside contour.
Pocket Milling in the ribbon Milling Operations and step by step generate the pocket boundary line by clicking on the flange inside contour.
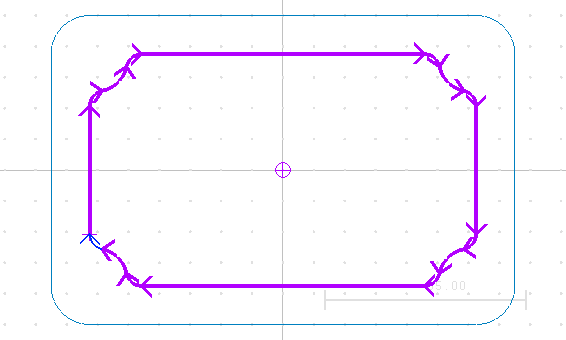 |
When ready, click on the button Show Toolpath, and the Pocket Milling function generates the toolpath.
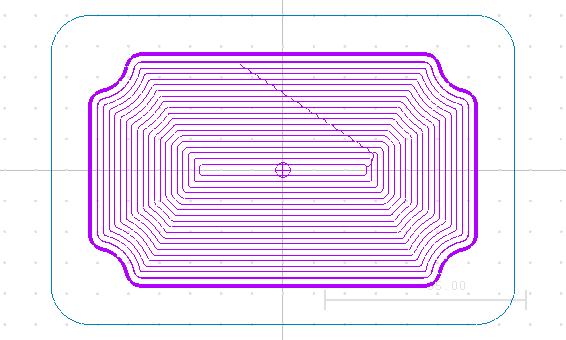 |
Click on the button Export Editor to export the generated toolpath to a new window in the Editor. This very long CNC-file must be inserted into the Edit macro 'Program Start and End' between the lines (START MOTION) and (END MOTION). The point where the toolpath starts and ends should be the tool change position (X-100, Y0, Z40). Insert the name of this program (e.g. 4050.nc) and backplot it. You will see the toolpath of T5 - shown here as topview (XY-plane, G17).
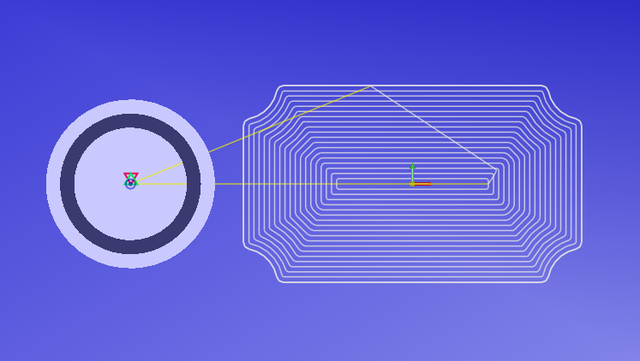 |
After SPF4050 is inserted into it, the main program file, MPF4203, should be renamed to MPF4204 and backplotted to verify all the toolpaths of T6 + T14 + T7 + T5.
Below is the backplot of the Main Program File MPF4204 with 4 toolpaths:
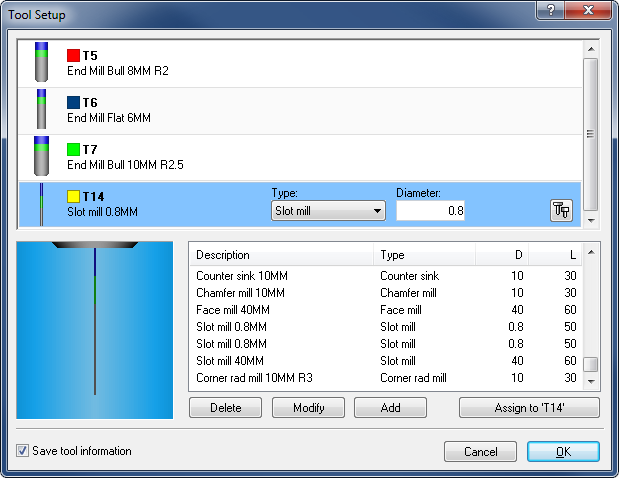
If you wish to change a tool, it can be done in the Tool Setup dialog. Click ![]() Tool Setup in the Tool ribbon within the Backplot tab and then select the wanted tool from the shown list:
Tool Setup in the Tool ribbon within the Backplot tab and then select the wanted tool from the shown list:
 |
The toolpaths of the selected tools can be seen in the general backplot of the part program MPF4204:
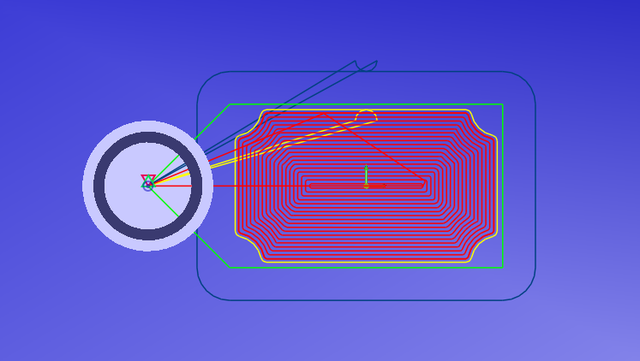 |
Now the complete part program is ready for machining. Next step is the transmission of MPF4204 to the CNC machine tool (e.g. Machine 2).