När CIMCO Edit v7 är installerat på din dator är det första steget att använda den för att öppna ett CNC-program. Detta görs genom att först öppna CIMCO Edit v7 genom att dubbelklicka på skrivbordsikonen och sedan välja 'ISO Fräsning' som lämplig filtyp. I detta exempel öppnar vi CNC-fräsfilen 4202.nc från mappen 'CNC programs of type 4000' (Klicka här för att ladda ner en zip-fil med CNC-program).
Huvudprogrammet kallas 4202.nc FLANGE (FL) och innehåller de två underprogrammen 4002.nc och 4003.nc. Programmet 4002.nc är konturfräsningen av FL-Utsida och 4003.nc är konturlayouten för FL-Insida. Eftersom blocknumreringen inte är enhetlig för alla filer bör du ordna blocknumren med ett intervall på 10 för hela programmet MPF4202.nc.
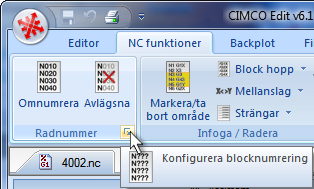
Klicka på den lilla dialogikonen ![]() i (Ribbon)-menyn Blocknummer under fliken 'NC-Funktioner' för att öppna dialogrutan Konfigurera blocknumrering. Ställ in de önskade parametrarna i dialogrutan "Blocknummer - ISO Fräsning" enligt FL-programfilen 4202.nc (se NC-programmet FLANGE (FL)).
i (Ribbon)-menyn Blocknummer under fliken 'NC-Funktioner' för att öppna dialogrutan Konfigurera blocknumrering. Ställ in de önskade parametrarna i dialogrutan "Blocknummer - ISO Fräsning" enligt FL-programfilen 4202.nc (se NC-programmet FLANGE (FL)).
 |
|
Starta fönstret för inställningar av blocknummer. |
Ta nu bort de gamla blocknumren genom att klicka på ikonen ![]() Ta bort och sätt sedan in de nya blocknumren genom att klicka på
Ta bort och sätt sedan in de nya blocknumren genom att klicka på ![]() Omnumrera.
Omnumrera.
Detta säkerställer att blocknumren för hela programfilen 4202.nc är jämnt fördelade. Observera att inga kommentarsrader som börjar med parentes eller ett %-tecken numreras.
För mer information om underprogrammen SPF4002 och SPF4003 klicka på ikonen ![]() Simuleringsfönster under fliken Simulering. Detta kommer att visa en trådsimulering av det aktuella fönstret och visualisera alla verktygsbanor av CNC-programmet MPF4202.
Simuleringsfönster under fliken Simulering. Detta kommer att visa en trådsimulering av det aktuella fönstret och visualisera alla verktygsbanor av CNC-programmet MPF4202.
Klicka på ![]() Start / Stopp i det nedre högra hörnet av simuleringsfönstret för att visa en dynamisk simulering av verktygsbanorna.
Start / Stopp i det nedre högra hörnet av simuleringsfönstret för att visa en dynamisk simulering av verktygsbanorna.
Verktyget T6 kan ses gå från position för verktygsbyte (X-100, Y0, Z40) till utsidan av konturen för ingång / utgång med cirklar på en radie av 5 mm. På samma sätt rör sig verktyg T14 till den inre konturen.