 |
|
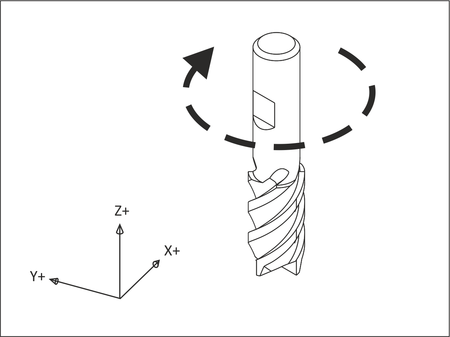
Figure 3.10: Clockwise Tool Rotation |
All tools (except left-handed taps) rotate clockwise (M3) when viewed from the machine spindle looking down at the part.
|
|
Figure 3.10: Clockwise Tool Rotation |
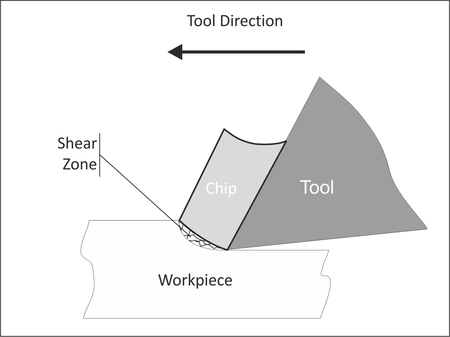
Cutting tools remove metal by shearing action as illustrated in Figure 3.11 below. As the tool advances into the material it causes a small amount of the material to shear away, forming a chip.
 |
|
Figure 3.11: Chip Formation Diagram |
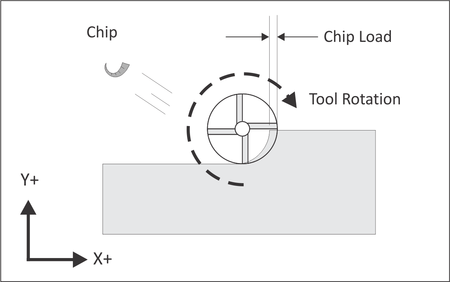
The thickness of material sheared away by each cutting tooth is called the feed per tooth, or chip load. As the chip is ejected from the work area it carries with it some of the heat generated by the shearing process.
 |
|
Figure 3.12: Chip Load |
A methodology for calculating cutting speeds and feeds is presented later in this chapter. One of the best ways to validate cutting speeds and feeds is to observe the chips created by the machining process. Chips should be curled and may change color due to heating.
After gaining some experience machinists are able to adjust cutting speeds and feeds based in part on the size, shape, and color of chips and on the sound produced by the cutting process.
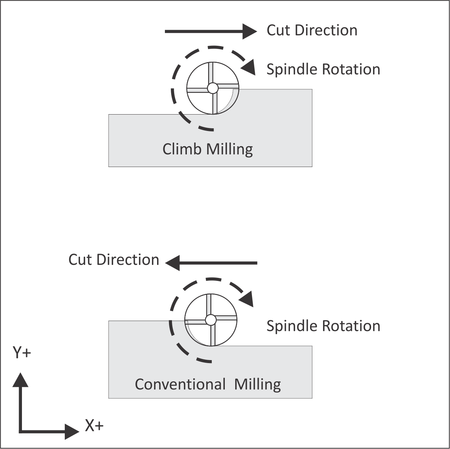
Milling tools can advance through the material so that the cutting flutes engage the material at maximum thickness and then decreases to zero. This is called Climb Milling.
Cutting in the opposite direction causes the tool to scoop up the material, starting at zero thickness and increasing to maximum. This is called Conventional Milling.
Conventional milling is used often on manual machines because backlash in the machine lead screws causes the tool to lurch when climb cutting. This is not a problem on CNC machines because they use ball screws.
Conventional milling causes the tool to rub against the cutting surface, work hardening the material, generating heat, and increasing tool wear. Raking chips across the finished surface also produces a poorer surface finish.
Unless specifically recommended by the tool manufacturer for the material being milled, always use climb milling on a CNC. Climb milling produces far less cutting pressure and heat, leaves a better surface finish, and results in longer tool life.
 |
|
Figure 3.13: Climb vs. Conventional Milling |