CNC-Calc v7 kan generera verktygsbanor för konturfräsning - med eller utan radiekompensering.
Du kan titta på den relaterade videon till denna del av tutorialen här (engelska):
Skapa verktygsbanor för konturfräsning
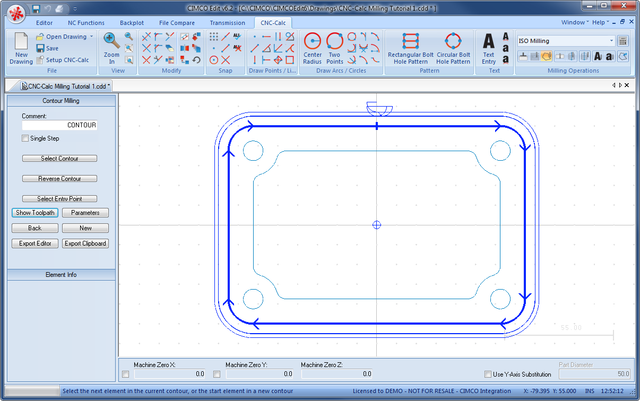
För att skapa ett NC-program för konturfräsningsoperationen väljer du Konturfräsning för att generera en verktygsbana för konturfräsning (Kontrollera att ISO Fräsning är valt i listrutan Filtyp).
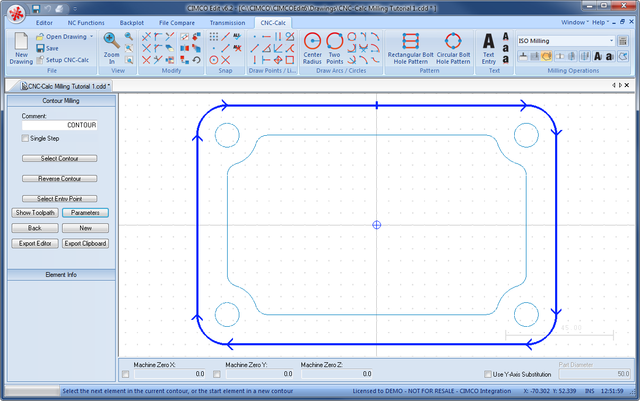
Skriv in texten KONTUR i Kommentar-fältet i CNC-Calc rutan Konturfräsning. Denna text kommer att ingå i början av NC-koden för denna operation. När ett NC-program innehåller flera operationer kommer kommentarer att bidra till att början av varje operation blir lättare hitta och identifiera.
Flytta muspekaren över den yttre konturen av ritningen. Detta framhäver konturelementet; pilarna indikerar riktningen dit verktyget kommer att förflyttas. Klicka på den del av elementet som gör att konturriktningen går medurs så som på bilden nedan.
Vilken sida om konturen som verktyget bearbetar på styrs via rullgardinsmenyn Bearbetningssida i trädmenyn Generellt från dialogrutan Parametrar.
Klicka på knappen Parametrar i CNC-Calc-rutan Konturfräsning. Detta öppnar dialogrutan för inställning av parametrarna för konturfräsning.
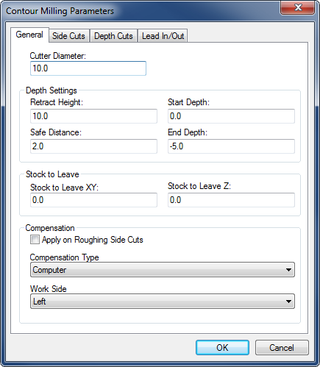
Skriv in de värden som visas på bilderna nedan i dialogrutorna.
Generellt
Här finns alla generella parametrar som används för grov- och finbearbetning i både djup- och sidskär.
Fräsdiameter: Diametern på det verktyget som ska användas.
Återdragningshöjd: Höjden som verktyget flyttas till mellan konturer och där det kommer att stanna vid slutet av operationen.
Säkerhetsavstånd: Avståndet över arbetsstycket där matningen övergår från snabbtransport till matningshastighet.
Startdjup: Detta är den övre delen av arbetsstycket.
Slutdjup: Det djup där det sista skäret tas. Detta värde korrigeras av värdet Arbetsstycke att lämna Z.
Arbetsstycke att lämna XY: Mängden material som ska lämnas kvar i XY/sidled vid slutet av operationen (efter både grov- och finbearbetning).
Arbetsstycke att lämna Z: Mängden material som ska lämnas kvar i Z/djupled vid slutet av operationen (efter både grov- och finbearbetning).
Applicera på grov-sidskär: Om det här alternativet är markerat, kommer kompensationstypen att appliceras på både grov- och finbearbetningssidskär. Annars används datorersättning för grovskär, och den valda kompensationstyp för finbearbetning.
Kompensationstyp: Detta är kompensationstypen som används för operationen.
Bearbetningssida: Detta fält avgör på vilken sida om konturen som verktyget kommer att bearbeta på. Tillsammans med den valda riktningen av konturen bestämmer det om fräsoperationen kommer att vara medfräsning eller motfräsning.
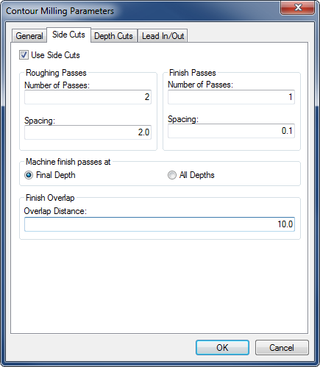
Sidskär
Konfigurerar de skär som görs i XY-riktningen.
Använd sidskär: Om detta alternativ är markerat kommer operationen att utföra de skär som definieras av parametrarna. Annars kommer endast ett skär att utföras vid den slutliga konturen.
Antal skär (Grovskär): Antalet grovbearbetande skär i operationen.
Mellanrum (Grovskär): Om mer än ett grovskär tas är detta avståndet mellan dem.
Antal skär (Finskär): Antalet finbearbetande skär i operationen.
Mellanrum (Finskär): Avståndet mellan varje finbearbetning.
Slutligt djup: Om denna radioknapp är markerad kommer finbearbetningen endast att göras vid det slutliga djupet.
Alla djup: Om denna radioknapp är markerad kommer finbearbetningen att göras vid varje djup.
Överlappningsdistans: Avståndet som alla finbearbetningar överlappar varandra med för att få en jämn ytan.
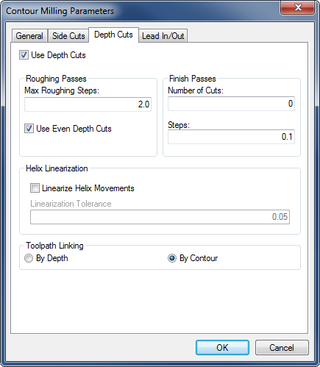
Djupskär
Konfigurerar de skär som görs i Z-riktningen.
Använd djupskär: Om detta alternativ är markerat kommer operationen att utföra de skär som definieras av parametrarna. Annars kommer endast ett skär att utföras vid det slutliga djupet.
Max skärdjup: Det maximala djupet som kommer att tas i ett grovbearbetningsskär.
Använd lika djupskär: Om detta alternativ är markerat kommer alla grovskär att ha lika skärdjup. Om det lämnas omarkerat kommer skären att göras med det djupet som anges i Max skärdjup och eventuellt överblivet material kommer att tas med det sista skäret.
Antal skär: Antalet finbearbetande skär i operationen.
Steg: Avståndet mellan varje finskär.
Genom djup: Detta används endast om flera konturer ska bearbetas i samma operation. Om detta är markerat kommer bearbetningen för varje djup att göras på alla konturer innan en bearbetning på ett nytt djup påbörjas.
Genom kontur: Om detta alternativ är markerat kommer en hel kontur att fräsas färdigt från början till slut innan nästa kontur påbörjas.
Ingång/utgång
Konfigurerar hur verktyget kommer att närma sig konturen vid början/slutet av grovbearbetningen och för varje finbearbetning.
Att använda sig av ingång/utgång är valfritt ifall kompenseringen är satt på dator eller ingen. Det är däremot obligatoriskt när det är styrningen som hanterar kompenseringen.
Använd In-/Utgångsparametrar: Aktiverar eller inaktiverar in- och utgång.
Använd linje: Aktiverar eller inaktiverar in-/utgångslinjer.
Linjelängd: Längden på in-/utgångslinjen.
Vinkelrät: Om detta alternativ är markerat kommer linjen vara vinkelrät mot nästkommande ingångselement och mot föregående utgångselement.
Tangent: Om detta alternativ är markerat kommer linjen att tangera nästkommande ingångselement och föregående utgångselement.
Använd båge: Aktiverar eller inaktiverar in-/utgångsbågar.
Radie: Radien på in-/utgångsbågen.
Svep: Svepvinkeln på in-/utgångsbågen.
De två pilarna i mitten av dialogrutan används för att kopiera alla värden från ingång till utgång och vice versa.
Använd anpassade matningar: Markera det här alternativet för att göra det möjligt att använda egenanpassade matningar för fräsoperationen.
Matningar: Klicka på den här knappen för att öppna ett nytt fönster för att ange de anpassade matningarna för Fräsning (XY), Spiral/Ramp och Dykfräsning (Z).
Stäng dialogrutan för parametrarna med OK. Klicka på knappen Verktygsbana i konturfräsningsrutan för att visa den genererade verktygsbanan.
Klicka på knappen Export till urklipp. NC-operationen finns nu i urklippet och är redo för insättning.
Byt fönstret till NC-programmets fönster och tryck Ctrl + End för att flytta markören till slutet av programmet. Klistra in texten från urklippet genom att antingen trycka Ctrl + V eller genom att klicka på ikonen Klistra in från verktygsfältet Redigera i Editor-fliken.
NC-programmet i editorn består nu av två operationer och för närvarande bearbetas de båda med samma verktyg. Vi måste nu sätta in ett nytt verktyg för konturoperationen. Se avsnittet "Infoga ett verktyg med Matning och Varvtalskalkylatorn" för information om hur du infogar ett verktyg med hjälp av Matning och Varvtalskalkylatorn.