|
Sie können das zugehörige Video zu dieser Übung hier sehen: |
CIMCO CNC-Calc V8 Codes können entweder für das Bohren in Festzyklen oder als Langschrift erzeugt werden.
|
Sie können das zugehörige Video zu dieser Übung hier sehen: |
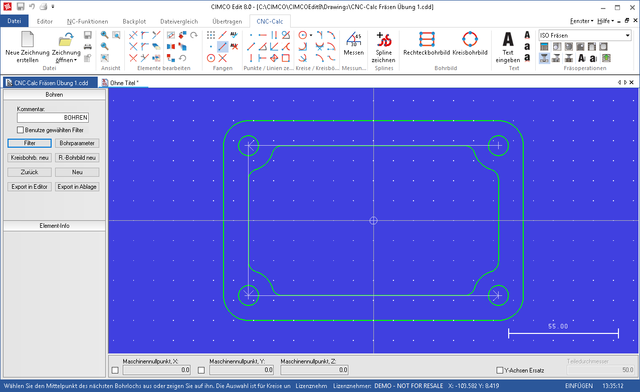
To start creating a NC-program for the drilling operation, select the function ![]() Drill Holes in the Milling Operations toolbar to generate a drill cycle (ensure that ISO Milling is selected in the field File Type).
Drill Holes in the Milling Operations toolbar to generate a drill cycle (ensure that ISO Milling is selected in the field File Type).
 |
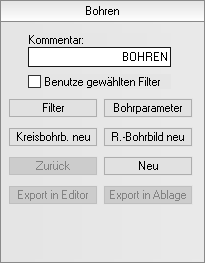
Dieser Kommentar wird am Anfang des letztendlichen NC-Programms stehen. Es ist immer hilfreich, Kommentare einzufügen, um die einzelnen Operationen im fertigen Programm erkennen und auseinanderhalten zu können.
 |
Klicken Sie auf die Schaltfläche Bohrparameter, um das Dialogfenster Parameter unten zu öffnen. Aus diesem Bohrvorgang geben Sie die angezeigten Parameter ein.
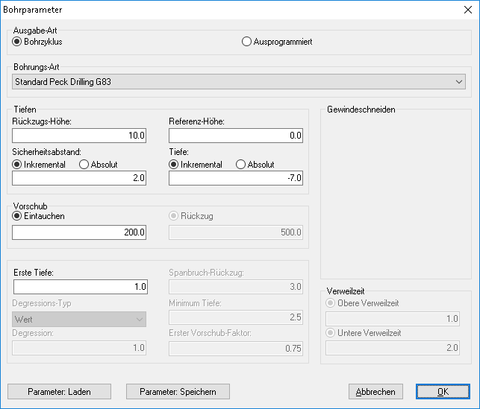 |
Beachten Sie, dass es in diesem Beispiel keinen Unterschied macht, ob Inkremental oder Absolute als Sicherheitsabstand und Tiefe ausgewählt ist, da sich diese inkrementelle Werte auf die Bezugsebene 0 bezieht.
Zur Auswahl der Lage der Bohrungen sind verschiedene Optionen verfügbar:
Wählen Sie jede Lochposition mit dem Cursor. Um die richtige Bohrungsmitte für Kreise und Bögen zu bekommen, sollte die Funktion Ausrichtspunkte zentrieren ![]() verwendet werden.
verwendet werden.
Wählen Sie den tatsächlichen Kreis oder Kreisbogen aus. Dies wird eine neue Lochpositionslage des Kreises/Kreisbogens erstellen.
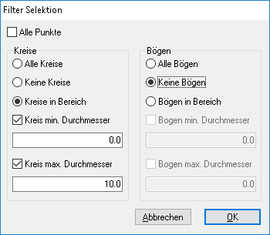
Fensterauswahl verwenden mit oder ohne Filter. Wenn der Filter verwendet wird, ist es möglich, die Auswahl auf Kreisen oder Bögen in verschiedene Bereiche zu begrenzen.
Im Folgenden werden die Filter verwendet, um die Bohrwinkel auszuwählen, aber keine der Bögen.
Klicken Sie auf die Schaltfläche Filter im CNC-Calc Fensterbereich Bohren. Durch den Filter wird die Einrichtung angezeigt, die nur Kreise im Fensterbereich von 0 bis 10 im Durchmesser sind. Klicken Sie nach Eingabe der Werte auf OK.
 |
Nun aktivieren Sie als Auswahl die Option Filter im linken Fensterbereich und erzeugen Sie ein Auswahlfenster, die die gesamte Zeichnung umfasst.
In dieser Auswahl sollten nur vier Eckbohrungen ausgewählt werden.
 |
Die Reihenfolge der Bedienung kann durch Anklicken Kreisbohrbild neu und Bohrbild neu im Bohrfenster geändert werden.
Klicken Sie auf den Button Export in Ablage. Das Programm befindet sich jetzt in der Zwischenablage und kann nun in das NC-Programm eingefügt werden.
Change the window to that of the NC program and press Ctrl+End to move to the very end of the file. Insert the text from the clipboard just before the M30 line, either by pressing Ctrl+V, or selecting the icon ![]() Paste from the Edit toolbar in the Editor tab.
Paste from the Edit toolbar in the Editor tab.
Das NC-Programm sollte wie folgt aussehen:
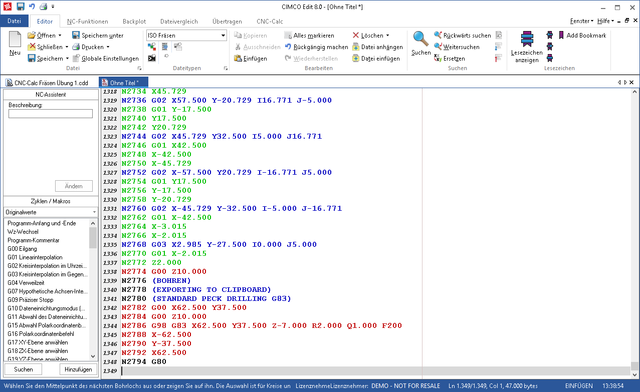 |
Da die Vorschubgeschwindigkeit für den Betrieb im Festzyklus definiert ist, werden wir manuell den Werkzeugwechsel eingeben. Schreiben Sie die folgende Zeile direkt vor dem BOHR Kommentar:
T3 M06 S1200Das wird nicht das Wekzeug zuordnen. 3 mit einer Spindelgeschwindigkeit von 1200 Upm auf dem Bohrvorgang.
Speichern Sie nun das NC-Programm als CNC-Calc Fräsen Übung 2.NC.