|
You can watch the related video for this part of the tutorial here: |
CIMCO CNC-Calc V8 can generate codes for drilling in either canned cycles or as longhand.
|
You can watch the related video for this part of the tutorial here: |
To start creating a NC-program for the drilling operation, select the function ![]() Drill Holes in the Milling Operations toolbar to generate a drill cycle (ensure that ISO Milling is selected in the field File Type).
Drill Holes in the Milling Operations toolbar to generate a drill cycle (ensure that ISO Milling is selected in the field File Type).
 |
Write the comment DRILLING in the Comment field of the CNC-Calc pane Drilling. This text will be included at the start of the final NC code for this operation. When multiple operations exist in the same NC program, the comments will help to locate and identify the start of each operation.
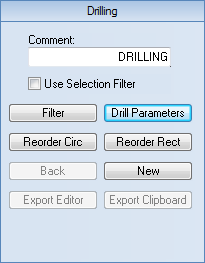 |
Click on the button Drill Parameters to open the parameter dialog window shown below. For this drilling operation, please enter the parameters shown.
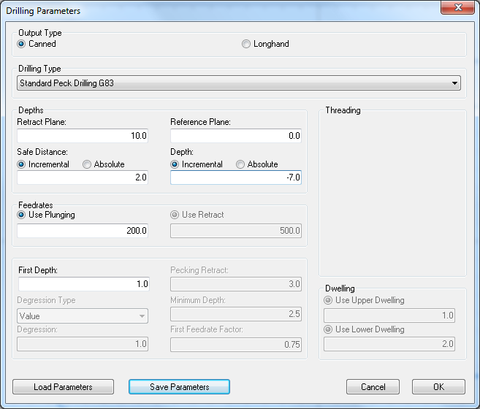 |
Notice that in this example it makes no difference if Incremental or Absolute is selected for Safe Distance and Depth, since these incremental values refer to the Reference Plane, which is 0.
For the selection of the location of the holes, several options are available:
Select each hole location with the cursor. In order to get the correct hole center for circles and arcs, the Snap to Center Points ![]() function should be used.
function should be used.
Select the actual circle or arc. This will create a new hole location at the center of the circle/arc.
Use window selection with or without filter. If the filter is used, it is possible to limit the selection to circles or arcs in different ranges.
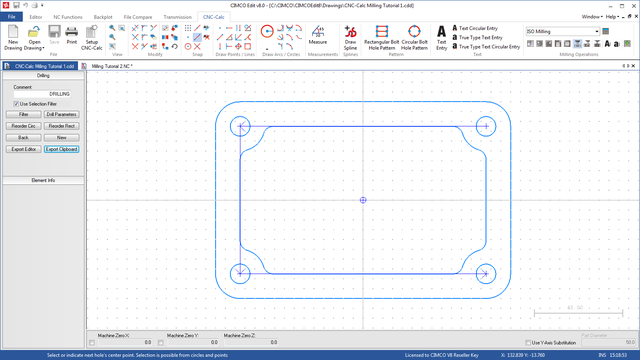
In the following we will use the filter to select the corner holes, but not any of the arcs.
Click on the button Filter in the CNC-Calc pane Drilling. By setting up the filter as shown, we will limit the window selection to include only circles in the range from 0 to 10 in diameter. Click OK after entering the values shown.
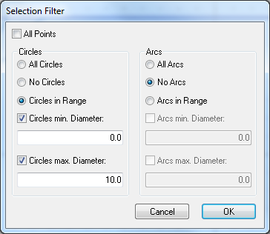 |
Now enable the option Use Selection Filter in the left hand pane, and then make a window selection that includes the entire drawing.
When this selection is made, only the four corner holes should be selected.
 |
The order of operation can then be changed by clicking on Reorder Circ and Reorder Rect in the Drilling pane.
Click on the button Export Clipboard. The drilling operation is now in the clipboard, and it is ready for insertion.
Change the window to that of the NC program and press Ctrl+End to move to the very end of the file. Insert the text from the clipboard just before the M30 line, either by pressing Ctrl+V, or selecting the icon ![]() Paste from the Edit toolbar in the Editor tab.
Paste from the Edit toolbar in the Editor tab.
The NC program should look like the following.
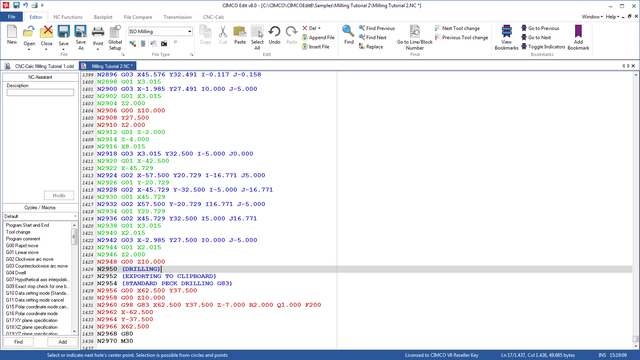 |
Since the feedrate for the operation is defined in the canned cycle, we will enter manually the tool change. Write the following line just before the DRILLING comment:
T3 M06 S1200This will assign the tool no. 3 with a spindle speed of 1200 rpm to the drilling operation.
Now save the NC program as CNC-Calc Milling Tutorial 2.NC.