CIMCO CNC-Calc V8 can generate pocket milling toolpaths.
You can watch the related video for this part of the tutorial here:
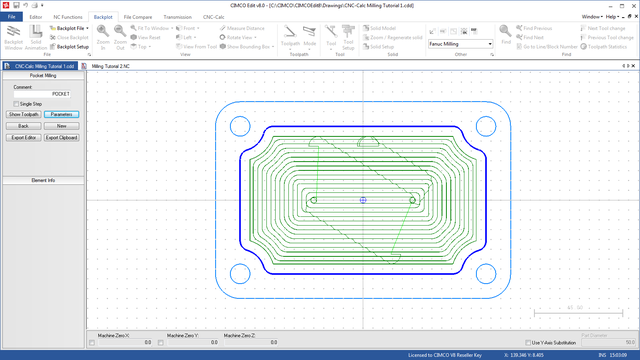
Creation of Pocket Toolpaths
To start creating an NC program for the pocket operation, select the function Pocket Milling to generate a CNC-toolpath for pocket milling (ensure that ISO Milling is selected in the field File Type).
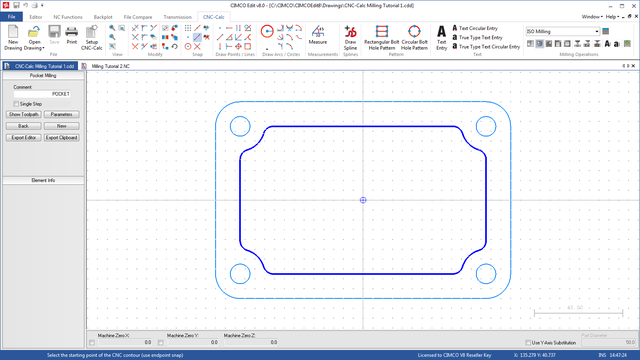
Write the text POCKET in the Comment field of the CNC-Calc pane Pocket Milling. This text will be included at the start of the final NC code for this operation. When multiple operations exist in the same NC program, the comments will help to locate and identify the start of each operation.
Click on the inner contour of the drawing. This will highlight the inner contour that will be used as boundary for the pocket operation.
Click on the button Parameters in the CNC-Calc pane Pocket Milling. This will open the configuration dialog for setting the pocket milling parameters.
Enter the values into the Parameters dialogs as shown in the pictures below.
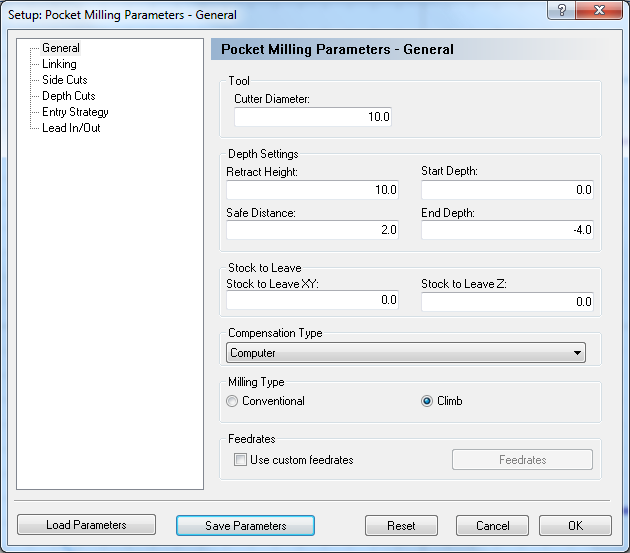
General Tab
This tab contains all the general parameters that are used for roughing and finishing in both depth and side cuts.
Cutter Diameter: The diameter of the used tool.
Retract Height: The height to which the tool will move between contours, and where it will stop at the end of the operation.
Safe Distance: The distance above the part, where the feedrate will change from rapid to cutting speed.
Start Depth: This is the top of the stock.
End Depth: The depth at which the last cut will be taken. This value is corrected by the Stock to Leave Z value.
Stock to Leave XY: The amount of stock that is left in the XY/side direction at the end of the operation (after both Roughing and Finishing).
Stock to Leave Z: The amount of stock that is left in the Z/depth direction at the end of the operation (after both Roughing and Finishing).
Compensation Type: This is the compensation type used for the operation.
Conventional: When checked, the operation will be generated using conventional milling.
Climb: When checked, the operation will be generated using climb milling.
Use custom feedrates: Check this option to enable using custom feedrates for the milling operation.
Feedrates: Click this button to open a new window to enter custom values for Cutting (XY), Helix/Ramp, and Plunging (Z) feedrates.
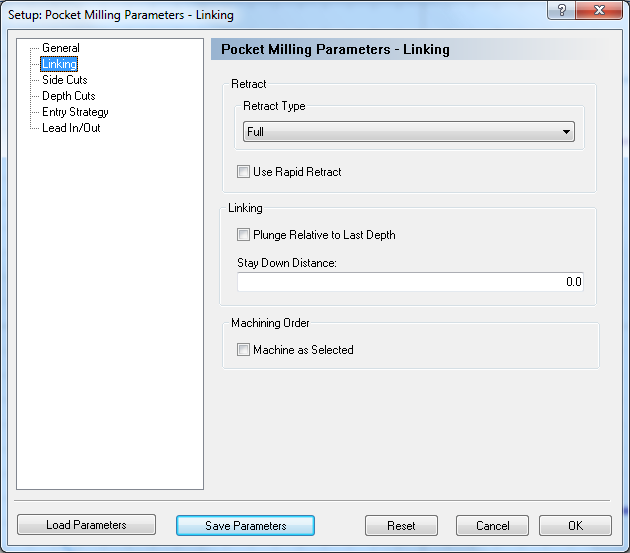
Linking Tab
Configures the way that the tool moves between cuts. This is known as a linking move. A linking move consist of three phases: 1: The Retract move from the current depth to the configured height where horizontal moves can be safely executed. 2: A horizontal move to the place where the start point of the next cut. 3: Down movement to the start point of the next cut.
Retract Type: This defines the height to which the retract move is made. If Full is selected the this height is the defined retract height. With Minimum selected the operation uses the defined Safe Distance as retract height.
Use Rapid Retract If this option is checked all retarct moves will be performed as Rapid moves.
Plunge Relative to Last Depth Normaly he transition from rapid to feed takes place at the safe distance above the part, but with this option selected this transition height moves down with the last cutting depth. Used correctly this can make huge improvements in the performance of the operation.
Stay Down Distance Normally the tool will retract every time linking move is made. With the stay down distance set to a value different than zero, no linking move will be made if the end point of the current cut and the start point of the next is closer than the defined stay down distance.
Machine as Selected This is only used if multiple contours are milled in the same operation. when multiple contours are milled together then CNC-Calc will try to optimize the order in which they are machined in order to achieve the best performance. Sometimes there exist constraints that prevents this optimisation and makes it necessary to machine them in a special order. By selecting Machine as Selected no optimisation will be performed. and the contours will be machined in the order that the user selected them.
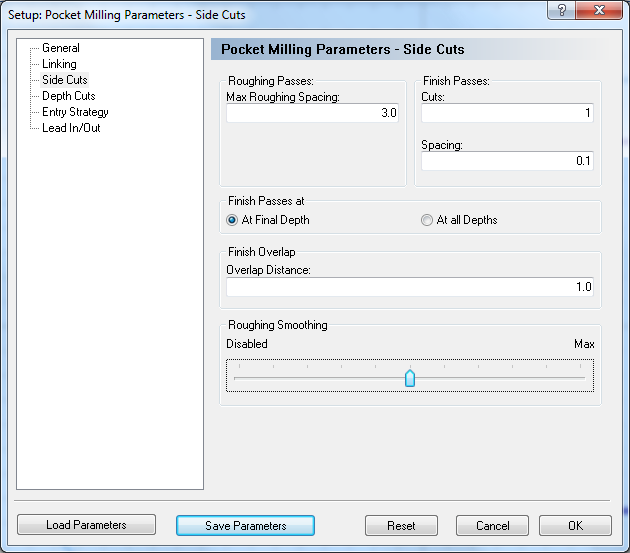
Side Cuts Tab
Configures the cuts taken in the XY direction.
Max Roughing Spacing: The maximum side stepover used in the roughing of the part.
Cuts: The number of finishing side cuts in the operation.
Spacing: The distance of each finishing pass.
At Final Depth: If this radio button is checked, the finishing passes will only be taken at the final depth.
At All Depths: If this radio button is checked, the finishing passes will be taken at every depth.
Overlap Distance: The distance that all the finishing laps will overlap, in order to smooth the surface.
Roughing Smoothing: This slider controls the amount of smoothing used. The higher the value (rightmost), the smoother the resulting toolpath will be.
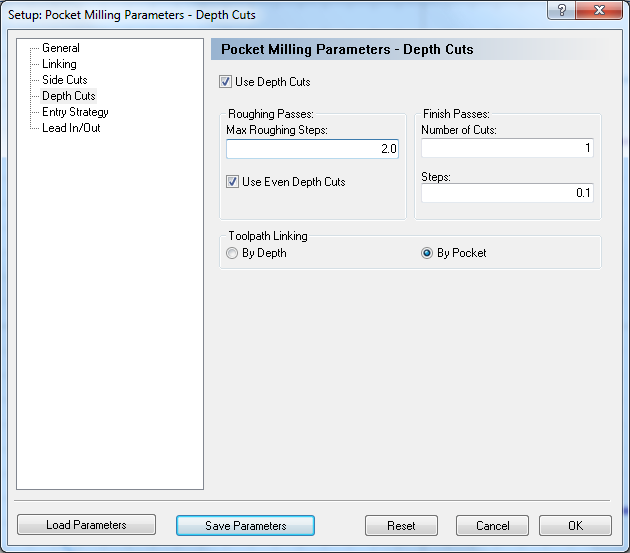
Depth Cuts Tab
Configures the cuts taken in the Z direction.
Use Depth Cuts: If this option is checked, the operation will perform the cuts defined by the parameters. Otherwise, only one cut at the final depth will be performed.
Max Roughing Steps: The maximum cut that will be taken in a roughing cut.
Use Even Depth Cuts: If this option is checked, all the roughing passes will have the same distance. If it is left unchecked, cuts will be taken at the Max Roughing Steps distance, and any rest material will be taken with the last cut.
Number of Cuts: The number of finishing depth cuts in the operation.
Steps: The distance of each finishing pass.
By Depth: This is only used if multiple pockets are milled in the same operation. If selected, the cut on each depth will be performed on all pockets before any cuts are made at a new depth.
By Pocket: If selected, one Pocket will be milled from start to finish before the next pocket is worked upon.
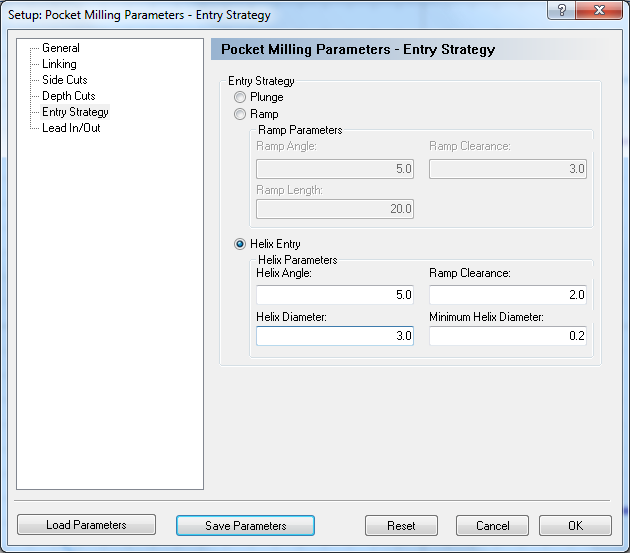
Entry Strategy Tab
Configures how the tool cuts from one Z level to the next.
Plunge: When this is selected, the tool will move straight down.
Ramp: With the ramp entry, the tool moves down to the Ramp Clearance above the part. Then it makes a ramp movement with the length Ramp Length and the angle Ramp Angle.
Helix Entry: Moves down to Helix Clearance above the part. Then it will spiral down with the angle Helix Angle in a circular movement with a diameter between Helix Diameter and Minimum Helix Diameter. How big the actual diameter will be depends on the geometry.
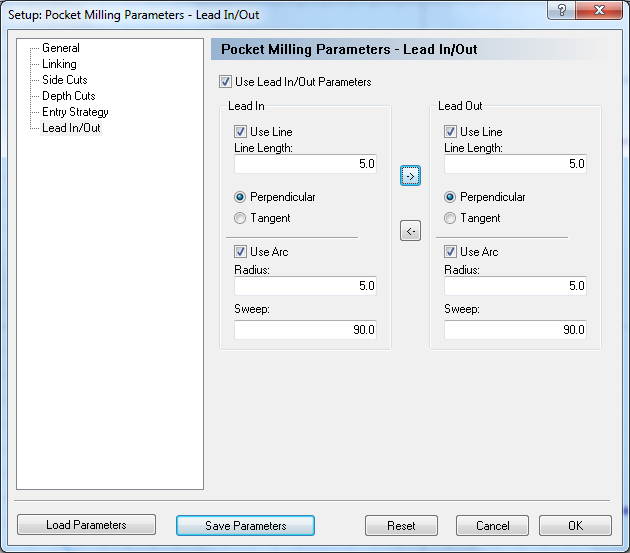
Lead In/Out Tab
Configures the way the tool will approach the pocket at the start/end of the roughing, and for each finishing pass.
The use of lead in/out is optional, when the compensation is set to computer or none. It is however mandatory, when any compensation is performed by the controller.
Use Lead In/Out Parameters: Enables or disables the lead in and out.
Use Line: Enables or disables the lead in/out lines.
Line Length: The length of the lead in/out line.
Perpendicular: If this option is selected, the line will be perpendicular to the following element for lead in, and the previous element for lead out.
Tangent: If this is selected, the line will be tangent to the following element for lead in, and the previous element for lead out.
Use Arc: Enables or disables the lead in/out arcs.
Radius: The radius of the lead in/out arc.
Sweep: The sweep angle of the lead in/out arc.
The two arrows in the middle of the dialog are used to copy all values from lead in to lead out, and vice versa.
Now, close the parameters dialog with OK. To show the generated toolpath click on Show Toolpath button in the Pocket Milling pane.
Click on the button Export Clipboard. The NC operation is now in the clipboard, and it is ready for insertion.
Change the window to that of the NC program and press Ctrl+End to move to the very end of the file. Insert the text from the clipboard just before the M30 line, either by pressing Ctrl+V, or selecting the icon Paste from the Edit toolbar in the Editor tab.
The NC program in the Editor now consists of three operations, and since we use the same tool for the contour and pocket operations we will not insert a tool before the pocket operation.