 |
|
Makro-Einstellungen. |
CIMCO Edit v6 beinhaltet Makros und Zyklen für häufig gebrauchte Operationen, wie Programmanfang, Programm-Halt und Werkzeugwechsel. Sie können auch eigene Makros und Zyklen für Ihre oft wiederkehrenden Grundprogramme schreiben oder sich häufig wiederholende NC-Satzblöcke als Zyklen abspeichern.
|
|
Makro-Einstellungen. |
Blendet den NC-Assistenten ein/aus.
Blendet den NC-Assistenten ein/aus.
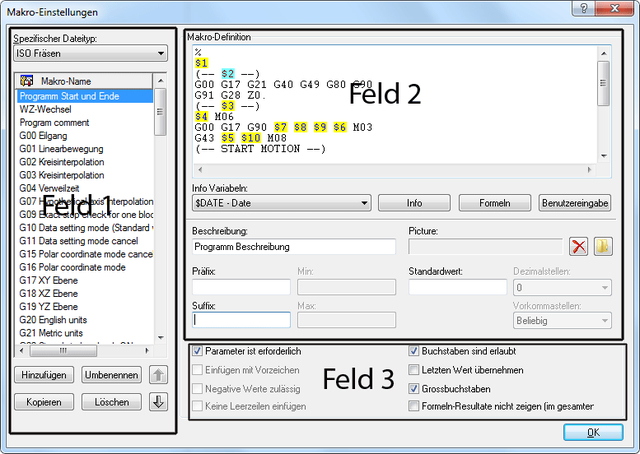
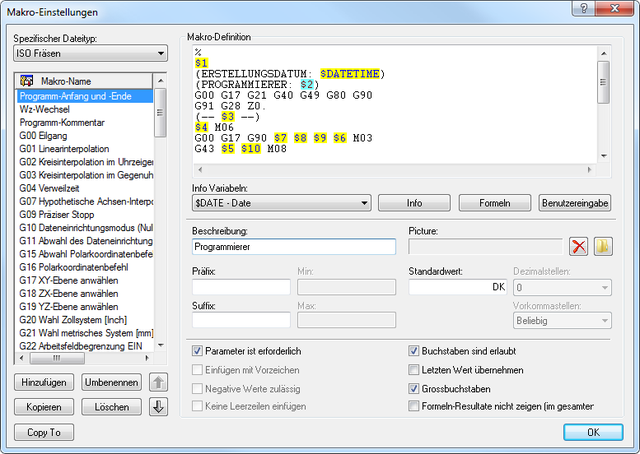
Der Dialog 'Makro-Einstellungen' teilt sich in drei Funktionsbereiche auf (s. Feld 1, Feld 2, Feld 3), deren Funktionen nachfolgend im einzelnen anhand des Makros 'Werkzeugwechsel' beschrieben werden.
 |
|
Dialog 'Makro-Einstellungen'. |
Durch das Öffnen dieses Drop-Down-Menüs erhalten Sie eine Übersicht über die vorhandenen spezifischen Dateitypen (z.B. ISO Drehen, Heidenhain, etc.), von denen Sie einen auswählen - im Beispiel 'FRÄSEN Standard'.
Hier sehen Sie alle vorhandenen Makros für den ausgewählten spezifischen Dateityp.
Mit der Schaltfläche Hinzufügen rufen Sie den Dialog 'Makro-Name' auf, in den Sie den Namen des neuen Makros eingeben und mit OK bestätigen. Diesen Namen finden Sie dann im Feld 'Makro-Name' an letzter Stelle unter den vorhandenen Makros wieder.
Mit der Schaltfläche Hinzufügen rufen Sie den Dialog 'Makro-Name' auf, in den Sie den Namen des neuen Makros eingeben und mit OK bestätigen.
Mit der Schaltfläche Umbenennen können Sie ein markiertes Makro umbenennen.
Mit der Schaltfläche Kopieren können Sie ein markiertes Makro kopieren, um mit wenigen Änderungen im Makro-Namen und im -Inhalt ein weiteres, ähnliches Makro zu erzeugen und abspeichern zu können.
Mit der Schaltfläche Löschen rufen Sie eine Warnmeldung auf, in der Sie gefragt werden, ob Sie das markierte Makro wirklich löschen wollen. Antworten Sie mit 'Ja', dann werden der Name des Makros und sein Inhalt gelöscht.
Klicken Sie auf diesen Botton um die gewähltem Makros zu kopieren und einen anderem Dateityp zuzuweisen.
Benutzen Sie diese Pfeil-Schaltflächen, um eine ausgewählte Macro aufwärts oder abwärts zu bewegen
Im Feld 'Makro-Definition' wird die Makro-Satzfolge so dargestellt, wie sie später in das CNC-Programm übernommen werden soll: die NC-Codes, die variabel sein sollen, werden durch Parameter in aufsteigender Reihenfolge substituiert, die ausschließlich (!) mit dem Button 'Hinzufügen' rechts unter dem Feld 'Makro-Definition' erzeugt werden müssen (eine Eingabe über die Tastatur ist unzulässig und wird nicht akzeptiert!!).
Das Beispiel-Makro 'Werkzeugwechsel' besteht aus 7 NC-Sätzen mit 6 Parametern ($1 ... $6). Die Satznummern sind durch #-Zeichen ersetzt, durch die das NC-Satznummern-Format (z.B. N0100) und das Satznummern-Intervall (z.B. 10) eingestellt und geändert werden können (s. Satznummern - Einstellungen).
 |
|
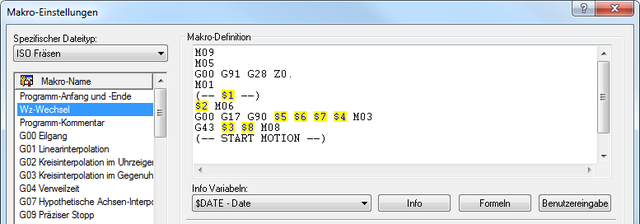
'Makro-Definition' mit 8 Parametern (Beispiel). |
Über dieses Drop-Down-Menü können zusätzliche Informationen in das Makro eingeführt werden (z.B. Datum und Uhrzeit, die aus der 'Computer-Uhr' übernommen werden), falls dies für eine Spezifizierung gewünscht wird.
Klicken Sie auf diesen Botton, um eine neue Info-Variable einzufügen
Klicken Sie auf diesen Botton, um eine Formel einzufügen
Klicken Sie auf diesen Botton, um eine neue Variable einzufügen
Geben Sie hier einen kennzeichnenden Namen für den Parameter ein.
|
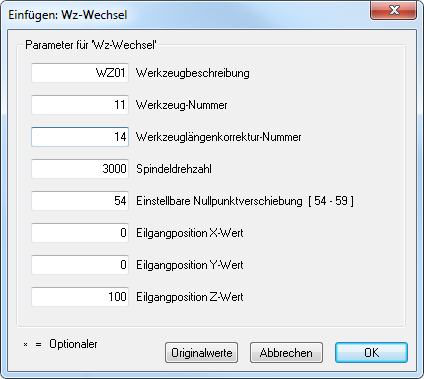
Beim Einfügen des Makros in das CNC-Programm durch Anklicken des Icons |
 |
|
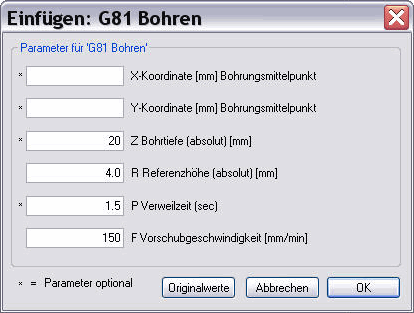
'Makro-Eingabemaske' mit Parameterfeldern (Beispiel). |
Geben Sie hier den Anfangsbuchstaben des Parameters (Präfix) ein, z.B. 'S' für Spindeldrehzahl.
Hier können Sie die Nachsilbe (Suffix) des Parameters eingeben, falls erforderlich.
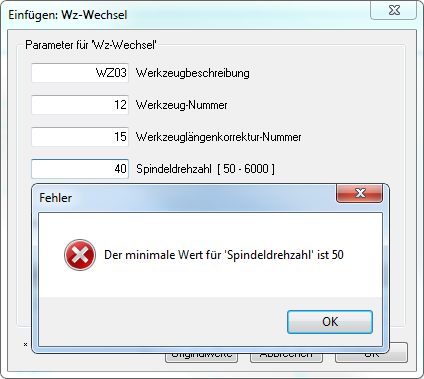
In dieses Feld schreiben Sie - falls zwingend vorzugeben - den Mindestwert des Parameters, der nicht unterschritten werden darf. Diese Vorgabe wird vom System überwacht, so dass Sie bei einer Werteingabe, die 'Min' unterschreitet, sofort (vor der nächsten Parametereingabe) eine Warnmeldung zwecks Korrektur erhalten: im Beispiel führt die Unterschreitung der Mindestdrehzahl (50 U/min) durch den Eingabewert '40' zu dieser Warnung.
 |
|
Min-Unterschreitung mit Fehlermeldung. |
In dieses Feld geben Sie den Maximalwert des Parameters ein, falls dieser überwacht werden soll (siehe auch Erklärungen unter Min).
Wenn der Parameter einen Standardwert besitzt, tragen Sie ihn hier ein.
Hier stellen Sie die Anzahl der Dezimalstellen (Nachkommastellen) ein, die der NC-Code dieses Parameters im Ergebnis besitzen soll.
Hier stellen Sie die Anzahl der Stellen vor der Dezimaltrennung (Vorkommastellen) ein, die der NC-Code dieses Parameters im Ergebnis besitzen soll.
Mit den Zusatzbestimmungen werden die Parameter weitergehend überwacht. Der Anwender muß dazu entscheiden, welche dieser 8 Kästchen er abhaken oder offen lassen will.
|
Diese Zusatzbestimmungen sind sorgfältigst auszuwählen, da sie für das korrekte Ergebnis besonders wichtig sind. |
Haken Sie dieses Feld ab, wenn der aktuelle Parameter ein 'Pflichtparameter' ist, d.h. dass sein NC-Code im CNC-Programm erforderlich ist und daher sein Wert unbedingt in die Parameter-Eingabemaske eingetragen werden muß.
Haken Sie dieses Feld nicht ab, erscheint in der Parameter-Eingabemaske vor dem Eingabefeld dieses Parameters ein *, der anzeigt, dass es sich um einen 'optionalen Parameter' handelt. In diesem Fall brauchen Sie keinen Wert in dieses Eingabefeld einzutragen. Tun Sie es dennoch, verändern Sie damit den (modalen) Wert für diesen NC-Code.
'Optionale Parameter' finden Sie z.B. bei den 3 Achsen (X, Y, Z) der modalen Geradeninterpolation (G01).
Haken Sie dieses Feld ab, wenn Sie wünschen, dass bei der Übergabe des Makros in das CNC-Programm der NC-Code mit einem +Vorzeichen ausgegeben wird.
Beispielsweise wird mit abgehaktem 'Einfügen mit +Vorzeichen' bei der X-Achse im Makro G01 der X-Wert 123.5 jetzt als X+123.5 in das CNC-Programm übergeben.
Wenn Sie dieses Kästchen abhaken, erlauben Sie, dass der Wert des aktuellen Parameters negativ sein kann.
Haken Sie das Kästchen nicht ab, lassen Sie damit ausdrücklich nur positive Werte zu!
|
Geben Sie trotz dieser Parameter-Zusatzbestimmung (versehentlich) in die Makro-Eingabemaske einen negativen Wert ein, wird das (-)Zeichen ignoriert und der eingegebene Wert im Parameterfeld als Absolutwert für den Parameter übernommen, der dann im CNC-Programm den NC-Code mit positivem (falschen) Wert ausgibt, was zu einer bösen Überraschung führen kann. |
Aktivieren Sie dieses Feld, wenn keine leere Zeile eingefügt werden soll, wenn dieser Parameter nicht angegeben ist.
Dieses Kästchen wird dann abgehakt, wenn es auf die Eingabe von Texten oder einzelnen Buchstaben ankommt.
Laut ISO-Vereinbarung müssen Texte im CNC-Programm in runden Klammern geschrieben werden, damit sie die CNC überliest. Um zu vermeiden, dass die Klammern vergessen wurden, werden sie vom CIMCO Edit v6 automatisch generiert, wenn 'Buchstaben sind erlaubt' angehakt wurde. Außerdem werden dann die Eingabefelder Min, Max, Dezimalstellen und Vorkommastellen sowie die Zusatzbestimmungen 'Einfügen mit +Vorzeichen' und 'Negative Werte zulässig' abgeblendet.
Der Parameter $2 im Makro 'Programm-Anfang und -Ende' kann in dieser Einstellung nicht nur die Initial-Buchstaben des Programmierers enthalten, sondern auch längere Mitteilungen in Klartext mit Ziffern und Sonderzeichen, alles in runden Klammern.
 |
|
Zusatzbestimmung 'Buchstaben sind erlaubt'. |
Haken Sie dieses Kästchen ab, dann wird der letzte Wert dieses Parameters in die Makro-Eingabemaske übernommen.
Anwendungsbeispiel: Aus technologischen Gründen müssen Sie an einer vorher definierten Stelle (X,Y) eine Sacklochbohrung mit den drei Bohrtiefen Z10, Z16, Z20 in einen Spezialstahl einbringen. In der Makro-Einstellung für 'G81 Bohren' ist das Kästchen 'Letzten Wert übernehmen' für die Parameter $4, $5, $6 abgehakt und auch ihre Werte von einer vorangegangenen Einstellung entsprechen Ihrer Vorstellung für die Sackloch-Bearbeitung. Die Parameter $1, $2, $3 betreffen die modalen Achsen X, Y, Z, deren Parametereingabefelder sind daher mit einem * gekennzeichnet und sind zunächst leer. Die Bohrposition wurde im Programm zuvor schon angefahren.
Sie rufen nun das Makro 'G81 Bohren' durch Anklicken des Icons ![]() auf, setzen bei 'Z Bohrtiefe (absolut)' den ersten Z-Wert '10' ein und bestätigen ihn mit OK. Anschließend wiederholen Sie die Makro-Eingabe mit den Z-Werten '16' und '20' - und fertig ist Ihre Sacklochbohrung:
auf, setzen bei 'Z Bohrtiefe (absolut)' den ersten Z-Wert '10' ein und bestätigen ihn mit OK. Anschließend wiederholen Sie die Makro-Eingabe mit den Z-Werten '16' und '20' - und fertig ist Ihre Sacklochbohrung:
 |
|
'Letzten Wert übernehmen' im Makro 'G81 Bohren'. |
Wenn die Zusatzbestimmung 'Buchstaben sind erlaubt' abgehakt ist, wird als Ergänzung die Konvertierung aller klein geschriebenen Buchstaben in Großbuchstaben angeboten. Wenn Sie nur mit Großbuchstaben zu schreiben wünschen - was häufig der Fall ist -, dann haken Sie das Kontrollkästchen 'Großbuchstaben' ab.
|
Wollen Sie aber mit kleinen und großen Buchstaben normalen Text schreiben, dann lassen Sie das Kästchen offen. |
Aktivieren Sie diese Option, wenn das Ergebnis von Makro-Formeln des NC-Assistenten versteckt werden sollen.