The block numbers in a CNC control program are an important guide and are always at the beginning of an NC block. The major part of a CNC program consists of successive NC blocks where the toolpaths for machining a workpiece are defined.
Because often changes need to be carried out, i.e. new NC blocks are inserted between two old ones, the definition of 'interval' between two NC blocks according to the expected number of NC blocks is an important decision that affects the size of the block numbers, and therefore their readability for the user. If the block number sequence is disturbed by many changes, a 'renumbering' might be required.
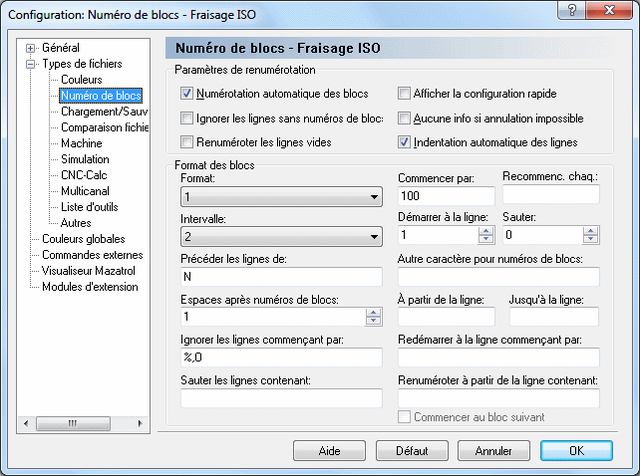
Pour configurer la renumérotation et/ou la numérotation automatique des blocs, sélectionnez Numéros de blocs à partir du menu Types de fichiers de la boite de dialogue Paramètres généraux ou cliquez sur l'icône de numérotation de blocs ![]() . Ci-après, la boite de dialogue de 'Numéros de blocs'.
. Ci-après, la boite de dialogue de 'Numéros de blocs'.
 |
|
Configuration des numéros de blocs |
Inserts line numbers automatically, according to the format described. If you make a new line (after the existing lines), the new line number will be governed by the preceding line number and the setting for Interval. If you insert a line in an existing program, the new line number will be midway between the preceding line and the following line.
Check this field to skip lines without a block number when renumbering. The block numner sequence is continued on the next line with block number.
Check this field to renumber empty lines - a single empty line or several consecutive empty lines.
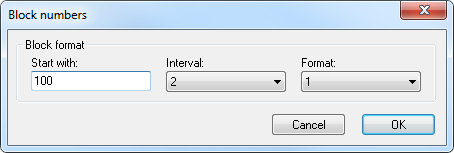
Cochez cette option pour afficher une boite de dialogue de Configuration rapide lors de la renumérotation d'un programme.
 |
|
Quick block numbers setup dialog. |
You can change the default values shown in the dialog (defined under 'Block format' in the Block numbers setup dialog) to fit your renumbering requirements and click OK.
Quand cette case n'est pas cochée, vous êtes informé de l'impossibilité d'annuler l'opération dans laquelle vous vous engagez, par exemple la renumérotation d'un grand fichier. Il n'y a pas d'avertissement si la fonction est activée.
Fait une mise en retrait des nouvelles lignes. L'indentation se fait au même niveau que les lignes précédentes.
This field provides a list of available block number formats. Select a format from the drop-down list. I.e. for 4 digit block numbers and max. 9999, select format "0001".
|
This will not limit the number of digits in the line number. If you wish to limit the number of digits, you have to specify a maximum line number in the Restart every field. |
Permet de définir la valeur de départ du numéro de bloc.
Indique quand la numérotation des lignes doit recommencer. Ce nombre est égal au plus grand numéro de ligne.
Exemple: Pour utiliser des numéros de ligne allant de 0 à 9999, indiquez 9999 dans ce champ. Si aucune valeur n'est indiquée, le numéro de ligne atteindra 100000000 avant que la numérotation ne reprenne.
Use this drop-down list to select the interval by which the block number must increase for each block. Preset intervals are 1, 2, 5, 10, 20, 100, 1000 and Auto.
If you select one of the Auto ... options, the number selected is the maximum block number, and the interval will be selected to distribute the block numbers as evenly as feasible, within this maximum block number.
Example: For a CNC program of 482 NC blocks, select the option 'Auto 1000' for the interval. After clicking the button ![]() Renumber in the NC Functions toolbar Block Numbers, the highest calculated block number is N0964 (under 1000) and determines the best interval is 2.
Renumber in the NC Functions toolbar Block Numbers, the highest calculated block number is N0964 (under 1000) and determines the best interval is 2.
On the other hand, for the same program with 'Auto 10000', the highest block number obtained is N4820 and the 'optimum interval' is 10.
Indiquez dans ce champ, la première ligne du programme à porter un numéro.
Utilisez ce champ pour indiquer si les numéros de blocs doivent sauter des lignes.
Exemple: Si vous indiquez 2 dans ce champ, seulement chaque 3ème ligne portera un numéro.
Here, you can enter a string that will be inserted before the line number. For ISO type machines, this is normally the letter 'N'.
Utilisez ce champ pour définir un autre caractère pour les numéros de blocs.
Example: If the control uses both 'N' and ':' for block numbers, specify ':' in this field.
Indiquez dans ce champ, le nombre d'espaces à insérer après le numéro de bloc. Pour insérer des numéros de blocs ayant une largeur de colonne spécifique, indiquez une valeur négative.
Indique le nombre de lignes à ignorer avant de commencer la renumérotation.
Utilisez ce champ pour indiquer le nombre maximum de lignes à renuméroter.
Un nombre positif ici indique la dernière ligne à renuméroter (comptée à partir du début du programme).
Exemple 1: Si votre programme CN commence avec 4 lignes de commentaire et une ligne de début de programme (avec trigger de départ et numéro de programme mais sans 'N'), seuls les 10 premiers blocs CN seront renumérotés si vous entrez 15 dans ce champ.
Si vous saisissez une valeur négative (-N), les N dernières lignes du programme (comptées à partir de la fin du programme) ne seront pas renumérotées.
Exemple 2: Si vous indiquez la valeur -2 et que la dernière ligne de votre programme CN (ligne renfermant le code de fin de programme M30) est suivie d'une autre ligne contenant un caractère spécial (par exemple %), alors seule la dernière ligne n'est pas renumérotée.
Defines that lines starting with a particular string and/or characters should be omitted, i.e. '%', 'O', '(', etc. Multiple strings can be specified using a comma ',' as separator. If you wish to omit lines beginning with a comma ',', specify ',,'.
Utilisez ce champ pour indiquer quand reprendre la numérotation des blocs.
Example: To renumber several programs in the same file, specify 'O' in this field, then the block numbers will be reset everytime an O-Number is encountered.
Indiquez ici que des lignes contenant une chaîne de caractères et/ou des caractères spécifiques doivent être omises. Plusieurs chaînes de caractères peuvent être énumérées en les séparant par une virgule ','.
Use this field to specify a renumbering start trigger. If you specify a renumbering start trigger, renumbering will start from the first block containing the specified string. To start from the first block after the block containing the string, check the Start at next block option below.
Cochez cette option pour commencer la renumérotation à partir du bloc suivant la ligne contenant le trigger de début de renumérotation.
|
Les paramètres de Numéros de blocs n'influeront que sur le type de fichier choisi. |