 |
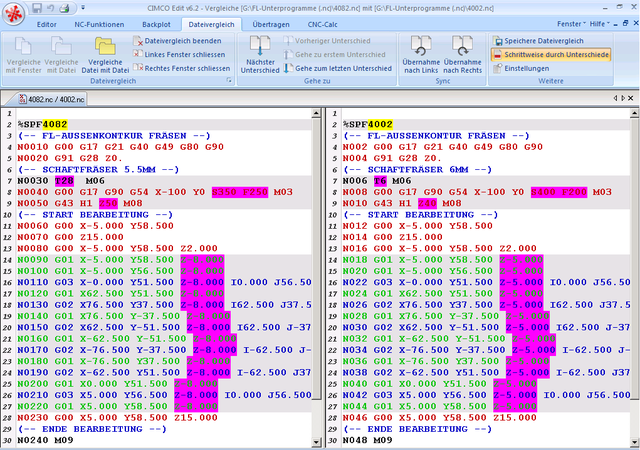
Der Dateivergleich ist ein sehr nützliches Werkzeug für CNC-Programmierer und Fertigungsingenieure. Benutzt wird es, um die CNC-Befehle eines ‚optimierten’ Programms zu überprüfen (und zu ändern). Abhängig vom tatsächlich verwendeten Material kann es notwendig sein, dass der Maschinenbediener die Spindeldrehzahl, den Vorschub oder beide Werte eines vorhandenen Programms korrigieren muss. Der CNC-Programmierer, der den Dateivergleich von CIMCO Edit v7 aufgerufen hat, kann das ‚optimierte’ Programm mit dem Original vergleichen und die Änderungen sehen, die der Maschinenbediener gemacht hat - insbesondere mit Blick auf den Anstieg des Werkzeugverschleißes, den die Werkzeugverwaltung festgestellt hat.
|
Bezugnehmend auf den NC-Satz mit den gelb markierten S- und F-Befehlen kann der CNC-Programmierer mit dem Maschinenbediener eine optimale Lösung für einen geringeren Werkzeugverschleiß diskutieren.
 |
In diesem Fall wurde beschlossen, einen Kompromiss für die Drehzahl- und Vorschubwerte mit S380 und F300 zu machen. Der Z-Wert Z50 aus dem Originalunterprogramm %SPF4082 soll in das neue Unterprogramm %SPF4002 übernommen werden. Alle anderen Modifikationen sollen erhalten bleiben.
Klicken Sie auf das Icon ![]() Nächster Unterschied im Dateivergleich, um vom ersten Unterschied (CNC-Unterprogramm-Nummern) direkt zu den nächsten Unterschieden (T28 - T6), (S350 F250 - S400 F200) und (Z50 - Z40) zu navigieren, wobei immer die Vergleichswerte (hier die Z-Werte) gelb hervorgehoben werden:
Nächster Unterschied im Dateivergleich, um vom ersten Unterschied (CNC-Unterprogramm-Nummern) direkt zu den nächsten Unterschieden (T28 - T6), (S350 F250 - S400 F200) und (Z50 - Z40) zu navigieren, wobei immer die Vergleichswerte (hier die Z-Werte) gelb hervorgehoben werden:
Wenn man auf das Synchronisierungs-Icon ![]() Übernahme nach rechts klickt, dann wird der Wert Z40 im rechten Fenster durch Z50 aus dem linken Fenster überschrieben.
Übernahme nach rechts klickt, dann wird der Wert Z40 im rechten Fenster durch Z50 aus dem linken Fenster überschrieben.
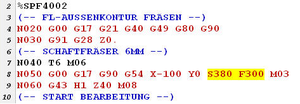
Nun kann das linke Fenster (Unterprogramm 4082.nc) durch Anklicken des Icons ![]() Linkes Fenster schließen geschlossen werden. Anschließend können die Werte S350 und F250 geändert werden zu den neuen Werten S380 und F300.
Linkes Fenster schließen geschlossen werden. Anschließend können die Werte S350 und F250 geändert werden zu den neuen Werten S380 und F300.
 |
Beim Schließen des editierten Unterprogramms SPF4002 erscheint der Sicherungsdialog:
 |
Klicken Sie auf ‚Ja’, um alle Änderungen in dem neuen Unterprogramm SPF4002 zu speichern.
Nach Austausch des alten SPF4002 gegen das neue SPF4002 im Hauptprogramm MPF4202 kann die FL-AUSSENKONTUR mit den neuen Werten gefräst werden.