The block numbers in a CNC control program are an important guide and are always at the beginning of an NC block. The major part of a CNC program consists of successive NC blocks where the toolpaths for machining a workpiece are defined.
Because often changes need to be carried out, i.e. new NC blocks are inserted between two old ones, the definition of 'interval' between two NC blocks according to the expected number of NC blocks is an important decision that affects the size of the block numbers, and therefore their readability for the user. If the block number sequence is disturbed by many changes, a 'renumbering' might be required.
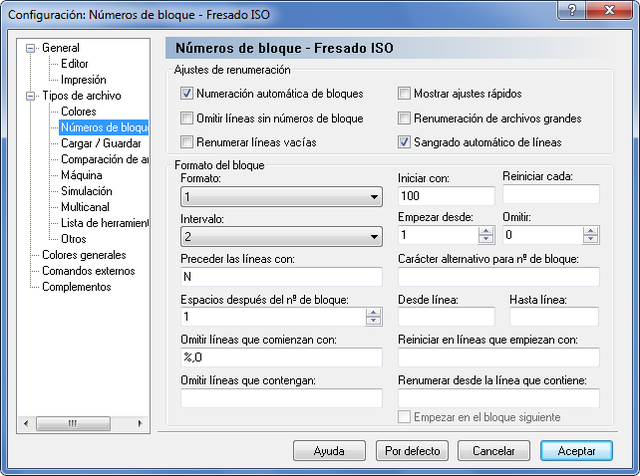
Para configurar la re-numeración y/o numeración automática de bloques, seleccione Números de bloque en el índice de contenidos en la izquierda de la ventana de configuración, o haga clic en el icono de Ajustes de numeración' ![]() en el menú Tipo de archivo de la pestaña del Editor. El cuadro de diálogo de Configuración de los números de bloque se muestra a continuación.
en el menú Tipo de archivo de la pestaña del Editor. El cuadro de diálogo de Configuración de los números de bloque se muestra a continuación.
 |
|
Configuración de los números de bloque. |
Inserts line numbers automatically, according to the format described. If you make a new line (after the existing lines), the new line number will be governed by the preceding line number and the setting for Interval. If you insert a line in an existing program, the new line number will be midway between the preceding line and the following line.
Check this field to skip lines without a block number when renumbering. The block number sequence is continued on the next line with block number.
Check this field to renumber empty lines - a single empty line or several consecutive empty lines.
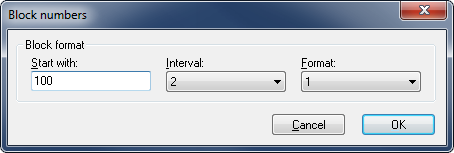
Seleccione esta opción para mostrar un cuadro de 'Ajustes rápidos' cuando re-numere un programa.
 |
|
Quick block numbers setup dialog. |
You can change the default values shown in the dialog (defined under 'Block format' in the Block numbers setup dialog) to fit your renumbering requirements and click OK.
Cuando esta opción no está habilitada, será advertido de que está a punto de re-numerar un archivo grande y que dicha operación no puede deshacerse. Si se activa esta opción, no aparecerá este cuadro de aviso y la operación se realizará sin advertencia previa.
Aplica sangrado a nuevas líneas. La sangría se coloca al mismo nivel que la línea de arriba.
This field provides a list of available block number formats. Select a format from the drop-down list. I.e. for 4 digit block numbers and max. 9999, select format "0001".
|
Tenga en cuenta que esto no limitará el número de dígitos en el número de línea. Si desea limitar el número de dígitos, deberá especificar un número de línea máximo en el campo Reiniciar cada. |
En este campo es posible especificar el valor inicial para la numeración de bloques.
Especifique cuando se debe reiniciar el número de línea. Este número es igual al número de línea máximo.
Por ejemplo, para utilizar números de línea desde 0 hasta 9999, introduzca '9999' en este campo. Si no hay un valor especificado, el número de línea se incrementará hasta alcanzar 100000000, antes de reiniciarse de forma automática.
Use this drop-down list to select the interval by which the block number must increase for each block. Preset intervals are 1, 2, 5, 10, 20, 100, 1000 and Auto.
If you select one of the Auto ... options, the number selected is the maximum block number, and the interval will be selected to distribute the block numbers as evenly as feasible, within this maximum block number.
Example: To renumber a CNC program with 482 NC blocks, select the option 'Auto 1000' for the interval. When you the click on the icon ![]() Renumber in the NC Functions toolbar Block Numbers, block number will be N0964 (which is the highest multiple of 482 that is less than 1000). From this, the program will calculate the most reasonable interval to be 2. This is the highest possible spacing between the block numbers if 964 is the highest possible number and 482 blocks need to be numbered.
Renumber in the NC Functions toolbar Block Numbers, block number will be N0964 (which is the highest multiple of 482 that is less than 1000). From this, the program will calculate the most reasonable interval to be 2. This is the highest possible spacing between the block numbers if 964 is the highest possible number and 482 blocks need to be numbered.
If we want to renumber the same program of 482 NC blocks, and this time we select 'Auto 10000', the program will recognize the highest possible block number to be N9640, which divided by the number of blocks yields an optimum interval of 20.
|
In this example, we assume that the value of the field start with is set to 0. |
Use este campo para especificar el número de línea para la primera línea que debe ser re-numerada.
Utilice este campo para indicar si los números de bloque deben saltar líneas.
Ejemplo: Si especifica 2 en este campo, sólo se re-numerará a partir de la tercera línea.
Here, you can enter a string that will be inserted before the line number. For ISO type machines, this is normally the letter 'N'.
Utilice este campo para especificar un carácter alternativo para el número de bloque.
Example: If the control uses both 'N' and ':' for block numbers, specify ':' in this field.
Use este campo para especificar el número de espacios a insertar después del número de bloque. Para insertar números de bloque con un ancho de columna específico, introduzca un valor negativo.
Especifique la primera línea del programa a la cual se le asignará un número de línea.
Aquí puede especificar el número máximo de líneas que serán re-numeradas.
Si se introduce un valor positivo, esta será la última línea a ser re-numerada contando desde el principio del programa.
Ejemplo 1: Si su programa CNC empieza con 4 líneas de comentario y una línea de inicio de programa (con activador de inicio de programa y número, pero sin 'N'), sólo los 10 primeros bloques serán re-numerados si especifica 15 en este campo.
Si se especifica un valor negativo '-N', las últimas 'N' líneas (contando desde el final del programa) no serán re-numeradas.
Ejemplo 2: Si especifica el valor -2, y la última línea de su programa CNC (línea que contiene el código de fin de programa M30) es seguida por otra línea que contiene un carácter especial (p.ej, %), entonces sólo la última línea no será re-numerada.
Defines that lines starting with a particular string and/or characters should be omitted, i.e. '%', 'O', '(', etc. Multiple strings can be specified using a comma ',' as separator. If you wish to omit lines beginning with a comma ',', specify ',,'.
Use este campo para especificar cuándo deben reiniciarse los números de bloque.
Example: To renumber several programs in the same file, specify 'O' in this field, then the block numbers will be reset every time an O-Number is encountered.
Aquí puede especificar las secuencias y/o caracteres contenidos en las líneas que serán omitidas. Se pueden especificar múltiples secuencias usando una coma ',' como separador.
Use this field to specify a renumbering start trigger. If you specify a renumbering start trigger, renumbering will start from the first block containing the specified string. To start from the first block after the block containing the string, check the Start at next block option below.
Seleccione esta casilla para empezar la re-numeración desde el bloque siguiente a la línea que contiene el activador de inicio de renumeración.
|
Los ajustes de los números de bloque sólo afectarán al tipo de archivo seleccionado. |