 |
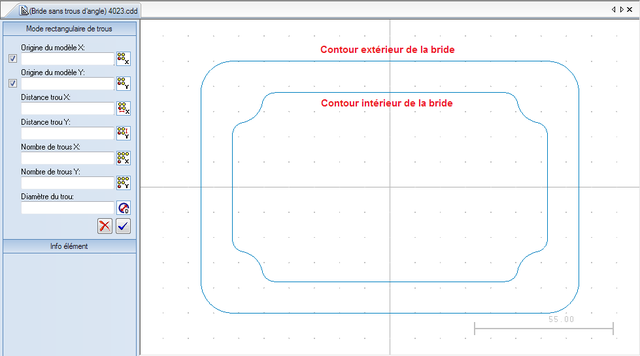
Les contours extérieur et intérieur de la bride sont créés par CNC-Calc, mais une bride doit bien entendu avoir des trous de montage. Nous allons maintenant utiliser les fonctions CNC-Calc Trous de mode rectangulaire (géométrie) et Perçage de trous (opération) pour créer ces trous de montage.
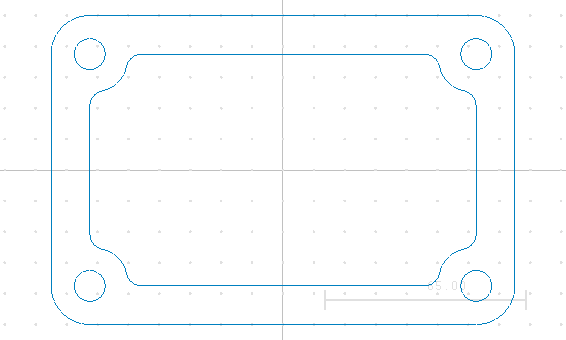
Les coordonnées des 4 trous d'angle sont (-62.5, 37.5), (62.5, 37.5), (62.5, -37.5), (-62.5, -37.5), et le diamètre des trous est de 10 mm.
Les données à saisir dans la sous-fenêtre gauche de CNC-Calc pour générer le sous-programme de perçage sont:
| Origine du modèle en X: | -62,5 |
| Origine du modèle en Y: | -37,5 |
| Distance des trous en X: | 125 |
| Distance des trous en Y: | 75 |
| Nombre de trous en X: | 2 |
| Nombre de trous en Y: | 2 |
| Diamètre du trou: | 10 |
|
|
Cliquez ici pour télécharger un dossier zip contenant les dessins CNC-Calc (faites un clic droit pour Sauver sous..). |
Ouvrez le programme CAO "Bride sans trous d'angle.cdd", cliquez sur l'icône ![]() Trous de mode rectangulaire et entrez les valeurs ci-dessus dans les champs de saisie sur la gauche. Cliquez ensuite sur la coche
Trous de mode rectangulaire et entrez les valeurs ci-dessus dans les champs de saisie sur la gauche. Cliquez ensuite sur la coche ![]() en bas des champs pour valider les valeurs. Les 4 trous sont maintenant créés dans le dessin.
en bas des champs pour valider les valeurs. Les 4 trous sont maintenant créés dans le dessin.
 |
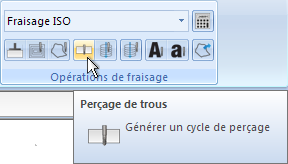
Pour générer le cycle de perçage, sélectionnez le cycle fixe de Perçage de trous à partir du menu Opérations de fraisage.
 |
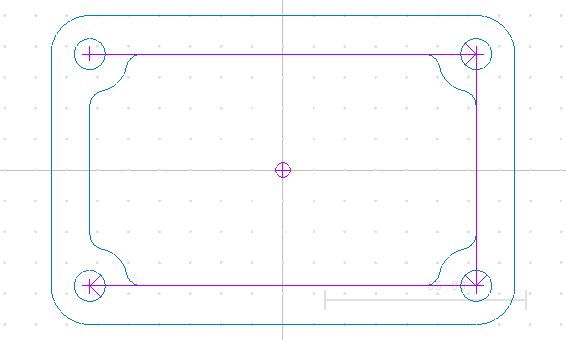
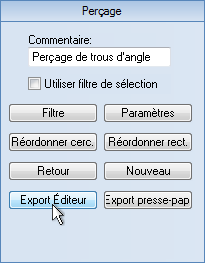
Saisissez un court commentaire, par exemple 'Perçage de 4 trous d'angle' dans le champ commentaire de la boite de dialogue. Cliquez maintenant à l'intérieur de chaque trou suivant leur ordre d'usinage.
Le resultat devrait être semblable à l'image ci-dessous:
 |
Pour créer le sous-programme 4040.nc sur la base de l'opération de perçage des 4 trous d'angle, cliquez sur le bouton Export Éditeur.
 |
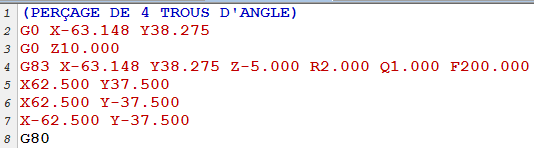
CNC-Calc génère alors le sous-programme suivant (le cycle G83 inclus)
 |
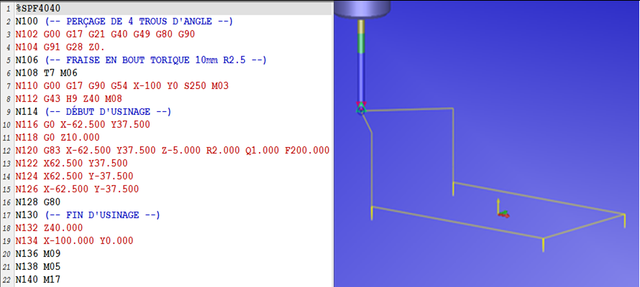
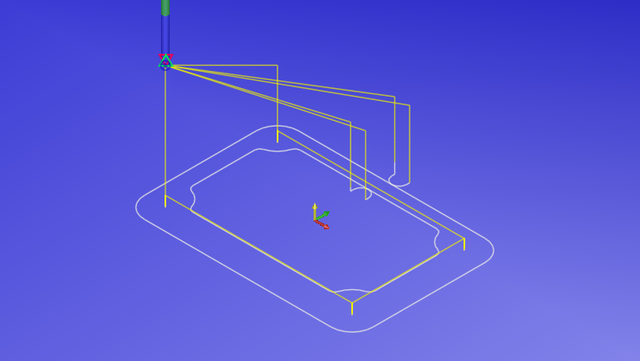
Lorsque terminé - la macro Début et fin de programme est également ajoutée -, nous vérifions le sous-programme 4040.nc avec la fonction de simulation:
 |
Après l'intégration du sous-programme SPF4040 dans le programme principal MPF 4202, celui a été renommé en MPF 4203 et simulé pour vérifier les parcours d'outil de T6 + T14 + T7.
 |
L'outil de fraisage du sous-programme SPF 4003 est une fraise à rainurer de 0,8 mm pour l'usinage du contour intérieur de la bride. Pour cette dernière opération, nous allons utiliser le fraisage de poche à l'intérieur du contour intérieur. Utilisez CNC-Calc pour ouvrir le fichier CAO "Bride sans trous d'angle.cdd" renfermant à la fois les contours intérieur et extérieur de la bride.
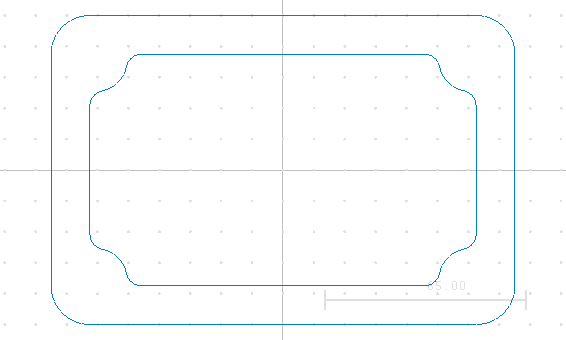 |
Utilisez le bouton ![]() Fraisage de poche du menu Opérations de fraisage pour générer, étape par étape, les contours de la poche en cliquant sur le contour intérieur de la bride.
Fraisage de poche du menu Opérations de fraisage pour générer, étape par étape, les contours de la poche en cliquant sur le contour intérieur de la bride.
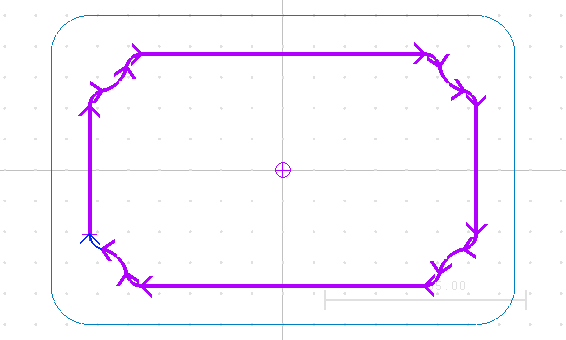 |
Une fois fait, cliquez sur le bouton Afficher parcours pour générer le parcours d'outil du fraisage de poche.
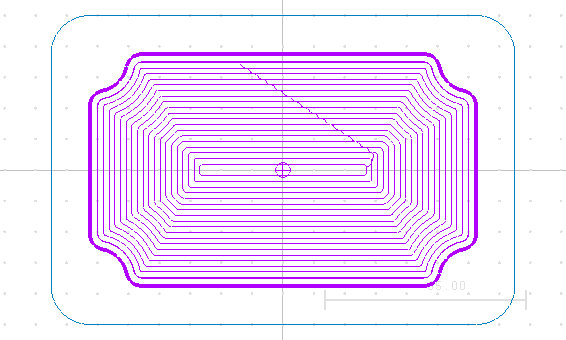 |
Cliquez sur le bouton Export Éditeur pour exporter le parcours d'outil généré dans une nouvelle fenêtre de l'Éditeur. Ce très long fichier CN doit être inséré entre les lignes (DÉBUT D'USINAGE) et (FIN D'USINAGE) de la macro Début et fin de programme. Le point de départ et le point final du parcours d'outil doit être la position de changement d'outil (X-100, Y0, Z40). Insérez le nom de ce programme (par exemple 4050.nc) et simulez-le. Vous verrez le parcours de l'outil T5 – vu ici du dessus (plan XY, G17).
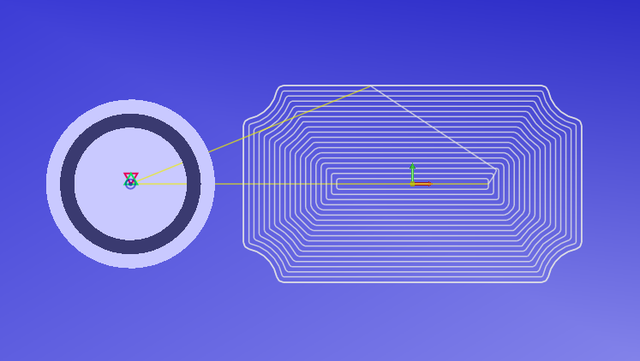 |
Une fois que le sous-programme SPF4050 est inséré dans le programme principal MPF4203, celui-ci doit être renommé en MPF4204 et simulé pour vérifier le parcours des outils T6 + T14 + T7 + T5.
Ci-dessous, la simulation du programme principal MPF4204 avec 4 parcours d'outil:
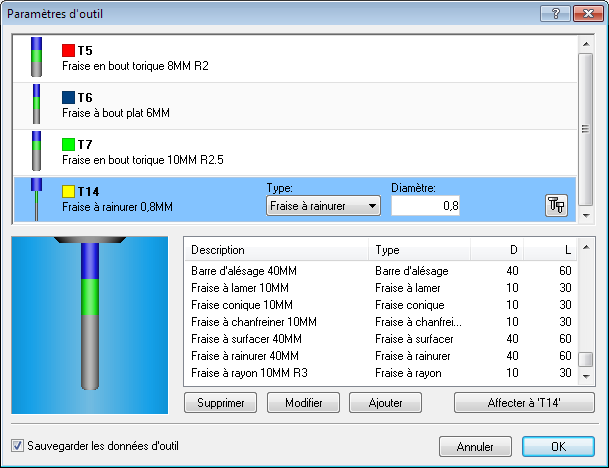
Si vous voulez modifier les données d'un outil ou changer d'outil, vous pouvez le faire dans la boîte de dialogue Paramètres d'outil. Cliquez sur ![]() Configuration de l'outil à partir du menu Outil de l'onglet Simulation et sélectionnez l'outil désiré sur la liste affichée:
Configuration de l'outil à partir du menu Outil de l'onglet Simulation et sélectionnez l'outil désiré sur la liste affichée:
 |
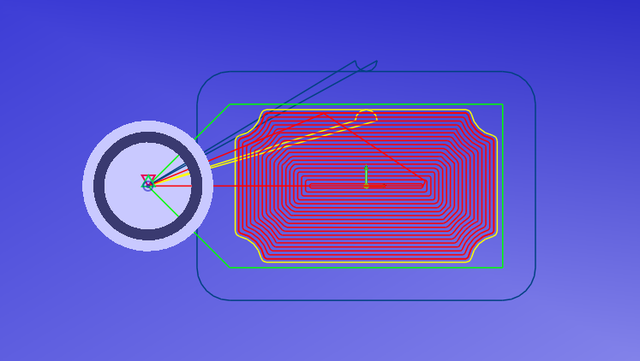
Les parcours des outils sélectionnés sont visibles dans le rendu graphique du programme MPF4204:
 |
Le programme est maintenant prêt pour l'usinage. La prochaine étape est la transmission de MPF4204 à la machine-outil à commande numérique (par exemple Machine 2).