 |
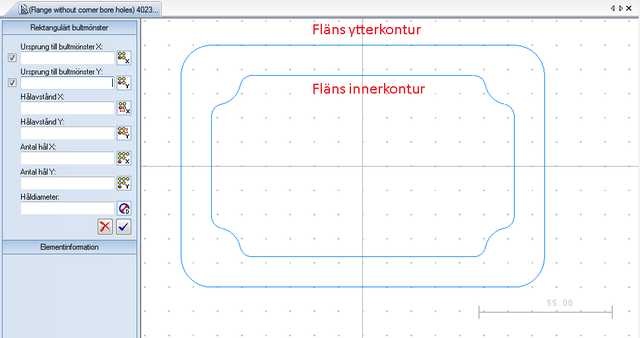
Både FLANGE-ytterkonturen och FLANGE-innerkonturen har skapats i CNC-Calc, men naturligtvis måste en fläns ha monteringshål. Vi kommer nu att använda CNC-Calc-funktionerna Rektangulärt bulthålsmönster (geometri) och Hålborrning (teknik) för att skapa dessa monteringshål.
Koordinaterna för de 4 bulthålen i hörnen är (X-62.5, Y37.5), (X62.5, Y37.5), (X62.5, Y-37.5), (X-62.5, Y-37.5) och håldiametern är 10 mm.
De data som skall matas in i dialogrutan till vänster för att generera underprogrammet för borrning är:
| Utgångspunkt för bultmönster X: | -62,5 |
| Utgångspunkt för bultmönster Y: | -37,5 |
| Hålavstånd X: | 125 |
| Hålavstånd Y: | 75 |
| Antal hål X: | 2 |
| Antal hål Y: | 2 |
| Håldiameter: | 10 |
|
|
Klicka här för att ladda ner en zip-fil med CNC-Calc-ritningar (högerklicka och välj Spara som...). |
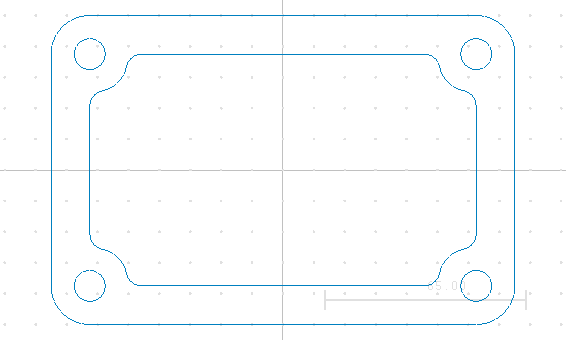
Börja med att öppna CAD-programmet "Flange without corner bore holes.cdd" (Fläns utan borrhål i hörnen), klicka på ikonen ![]() Rektangulärt bulthålsmönster och skriv in ovanstående uppgifter i dialogrutan Rektangulärt bultmönster. Klicka på ikonen
Rektangulärt bulthålsmönster och skriv in ovanstående uppgifter i dialogrutan Rektangulärt bultmönster. Klicka på ikonen ![]() längst ned i dialogrutan för att infoga mönstret i ritningen. Alla 4 hål sparas nu med ritningen.
längst ned i dialogrutan för att infoga mönstret i ritningen. Alla 4 hål sparas nu med ritningen.
 |
För att generera borrcykeln väljer du den fasta cykeln Borra hål från Ribbon-menyn fräsoperationer.
 |
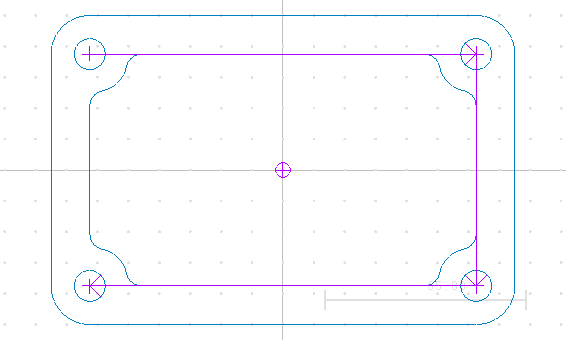
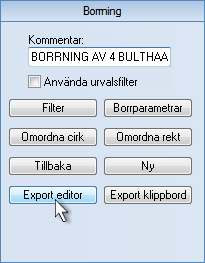
Skriv en kort kommentar, t ex 'Borrning av 4 bulthål i hörnen', i kommentarfältet i dialogrutan för 'Borrning'. Klicka nu inuti varje hål i den ordning du vill att de skall bearbetas.
Resultatet bör se ut som på följande bild:
 |
Klicka nu på knappen Export till editor för att skapa underprogrammet "4040.nc" med borroperationen för de 4 bulthålen i hörnen.
 |
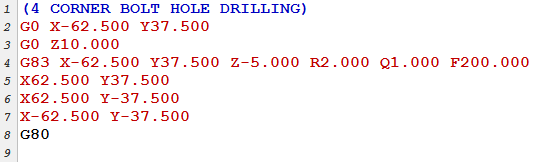
CNC-Calc genererar då följande underprogram (inklusive borrcykel G83):
 |
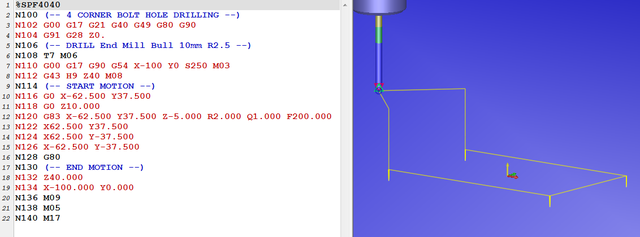
Efter slutförandet lägger vi även till makrot 'Programstart och Slut' och kontrollerar sedan underprogrammet 4040.nc med simulering:
 |
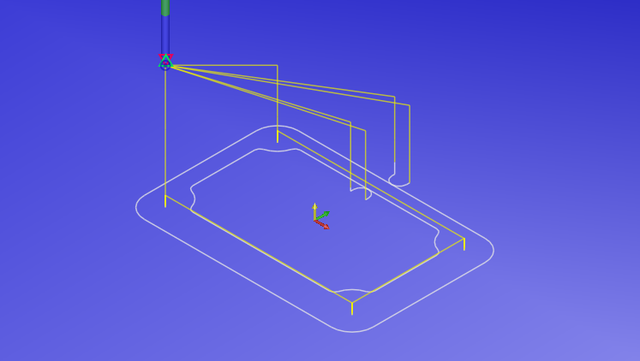
SPF4040 integreras nu med huvudprogrammet MPF4202 som döps om till MPF4203 och simuleras för att kontrollera verktygsbanorna för T6 + T14 + T7:
 |
Verktyget för underprogrammet SPF 4003 är en 0,8 mm spårfräs för att lägga ut den inre konturen av flänsen. För den sista bearbetningen av flänsen kommer vi att fickfräsa den inre konturen. Med CNC-Calc öppnar vi CAD-filen "Flange without corner bore holes.cdd" som visar både den inre och den yttre konturen av flänsen.
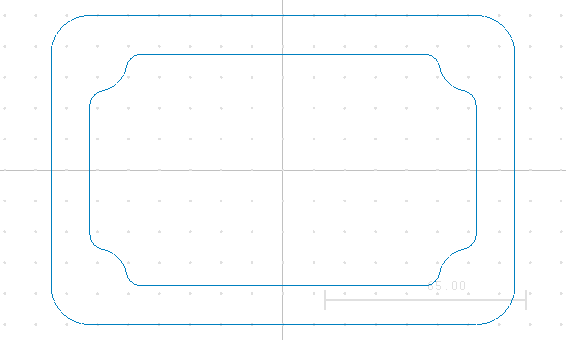 |
Klicka på knappen ![]() Fickfräsning i Ribbon-menyn Fräsoperationer och skapa fickans gränslinje steg för steg genom att klicka på flänsens inre kontur.
Fickfräsning i Ribbon-menyn Fräsoperationer och skapa fickans gränslinje steg för steg genom att klicka på flänsens inre kontur.
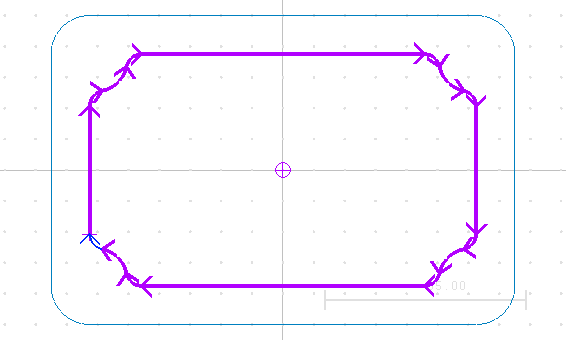 |
När du är klar klickar du på knappen Verktygsbana och verktygsbanan genereras av fickfräsningsfunktionen.
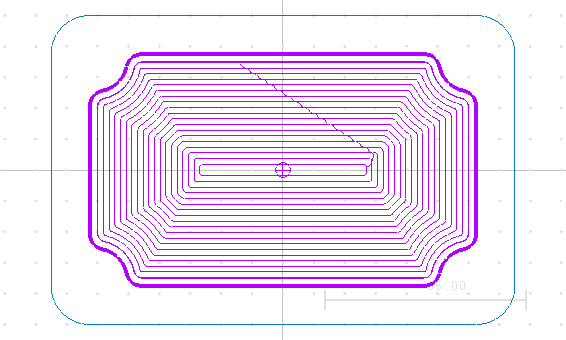 |
Klicka på knappen Export till editor för att exportera den genererade verktygsbanan till ett nytt fönster i Editorn. Denna mycket långa CNC-fil måste sättas in i Edit makrot 'Programstart och Slut' mellan raderna (START MOTION) och (END MOTION). Punkten där verktygsbanan börjar och slutar skall vara positionen för verktygsväxlingen (X-100, Y0, Z40). Sätt in namnet på detta program (t.ex. 4050.nc) och simulera det. Du kommer att se verktygsvägen för T5 - här visat från toppvyn (XY-plan, G17).
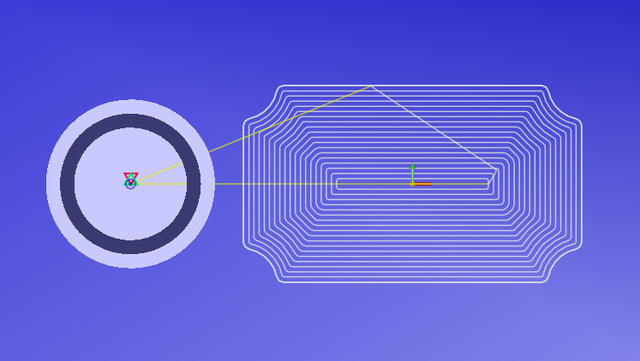 |
Efter att SPF4050 har infogats in i huvudprogrammet MPF4203 bör namnet bytas till MPF4204 och simuleras för att kontrollera alla verktygsbanor av T6 + T14 + T7 + T5.
Nedan är simuleringen av huvudprogrammet MPF4204 med 4 verktygsbanor:
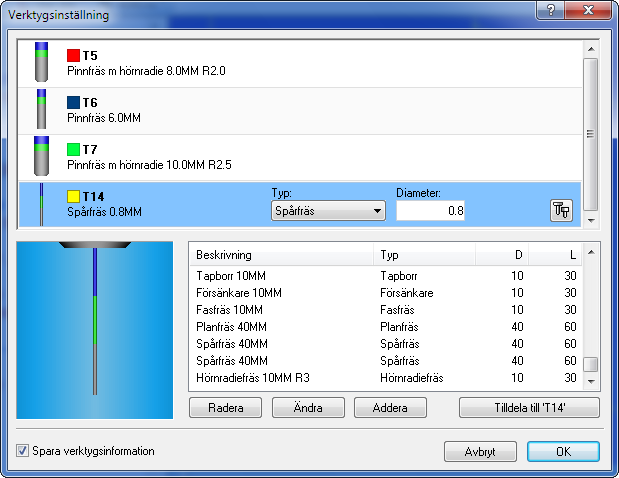
Om du vill ändra ett verktyg, kan det göras i Verktygsinställningarna. Klicka på ![]() Konfigurera Verktyg i Ribbon-menyn Verktyg under fliken för Simulering och välj sedan önskat verktyg från listan:
Konfigurera Verktyg i Ribbon-menyn Verktyg under fliken för Simulering och välj sedan önskat verktyg från listan:
 |
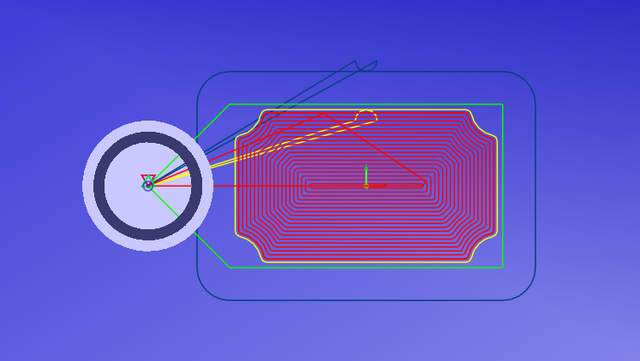
Verktygsbanorna för de valda verktygen kan ses i den generella simuleringen av av programmet MPF4204:
 |
Nu är det fullständiga programmet är redo för bearbetning. Nästa steg är att föra över MPF4204 till CNC-maskinen (t.ex. maskin 2).