 |
Das unten gezeigte Lagergehäuse besteht aus einem Ø200x100mm Rundmaterial. Verwenden Sie den CIMCO Edit, um eine NC-Programm zu erstellen. Nullpunkt ist auf der Vorderseite (Z-Achse) und auf der Mittellinie (X-Achse) Aufmaß in Z beträgt 3mm, Wir verwenden den Schruppzyklus G71 um das Außenprofil zu Schruppen, Aufmaß in X 1mm und Z 0,15mm.
Für die Bohrung verwenden wir den gleichen Schruppzyklus G71 zum Schlichten verwenden wir dann den G70 Schlichtzyklus. Für die Bohrung verwenden Sie einen 80mm Spiralbohrer.
|
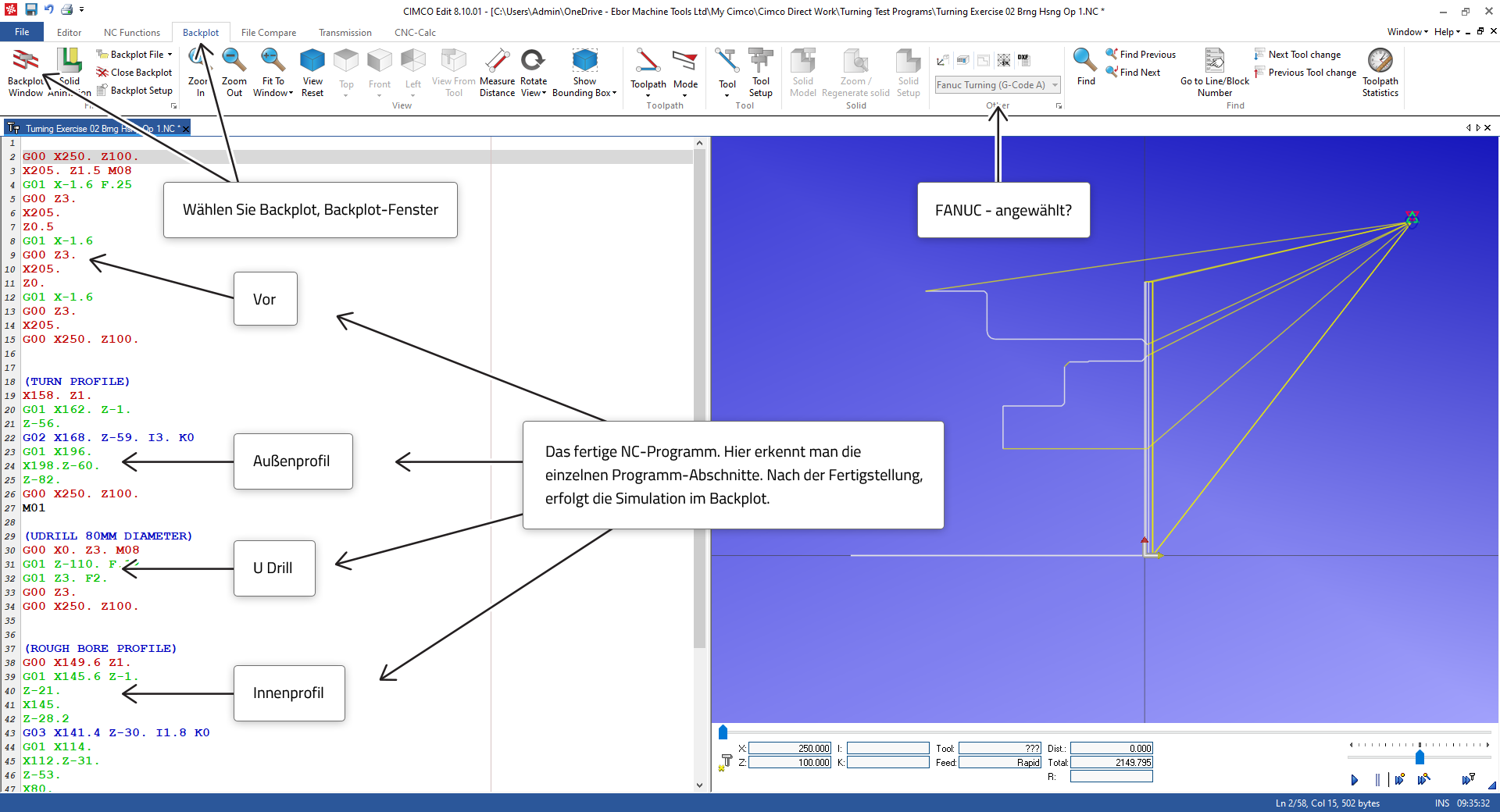
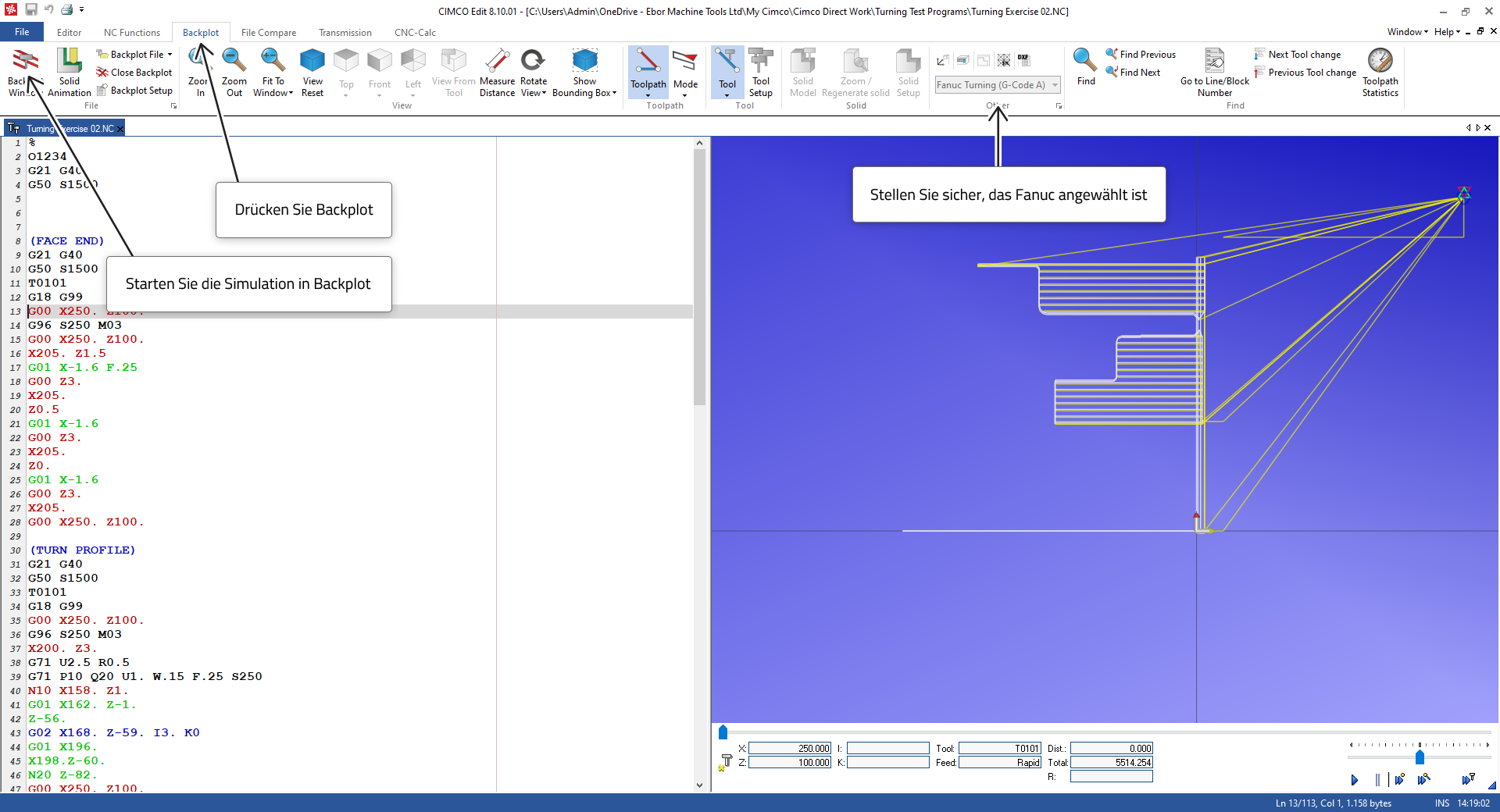
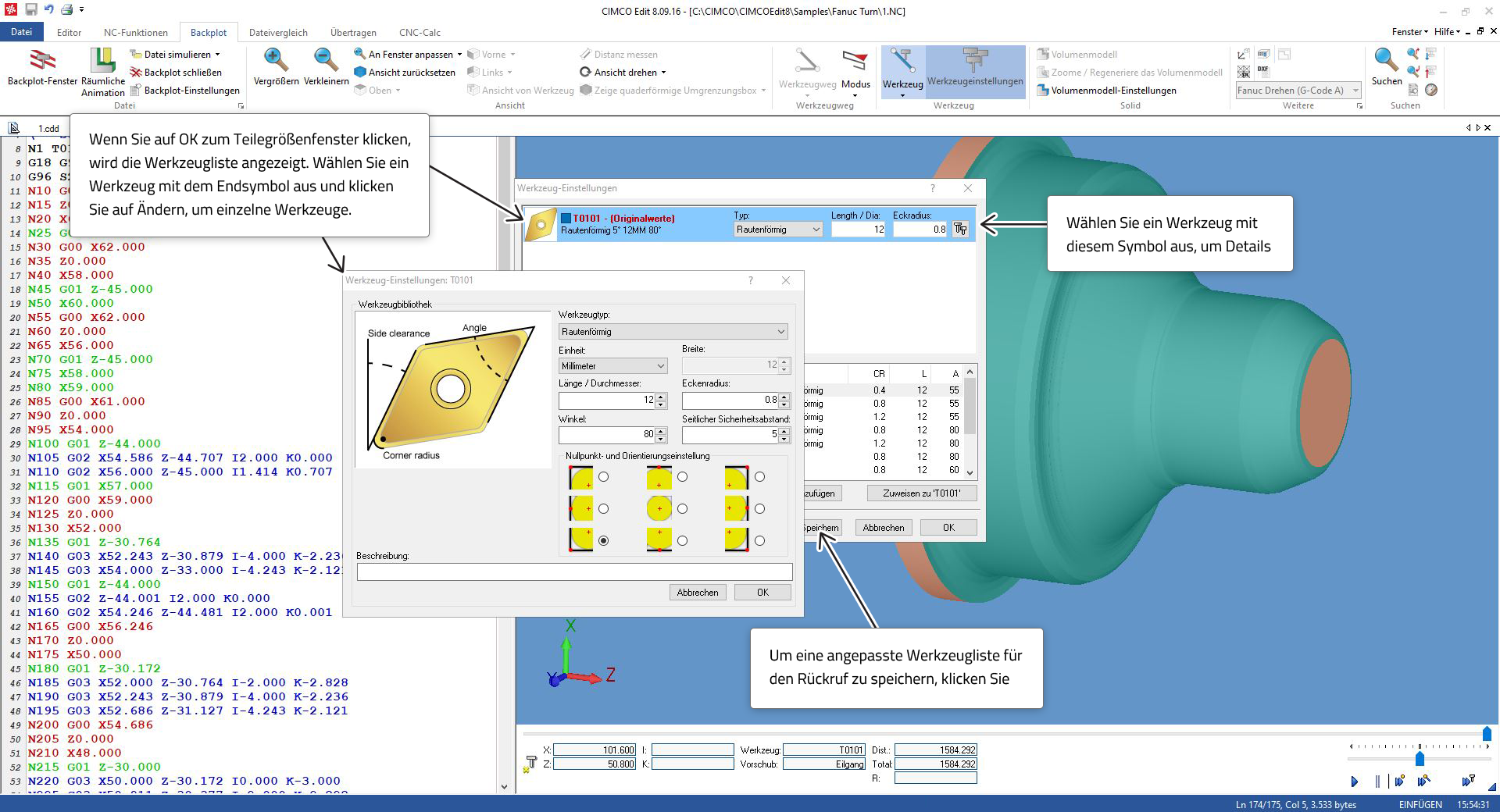
Geben Sie den Abschnitt für die Vorgänge ein und testen Sie die Gültigkeit Ihrer Programmierung mit dem Werkzeugweg Backplot. Zuerst die nach gerichteten Operationskoordinaten, dann das OD-Profil koordiniert, dann die Bohrkoordinaten. Testen Sie Ihre Koordinaten mit dem Werkzeugweg Backplot. Um einzelne Abschnitte des Programms zu testen, markieren Sie den erforderlichen Abschnitt, und führen Sie den Werkzeugpfad Backplot aus.
 |
Wenn Sie mit den Profilen zufrieden sind, fügen Sie den G71-Schruppzyklus für außen und innen hinzu, indem Sie den NC-Assistenten verwenden, um das Eintragsmakro zu öffnen. Achten Sie darauf, das Werkzeug an der richtigen Stelle zu positionieren, um die Zyklen zu beginnen. Fügen Sie die Blocknummern hinzu, um den Anfang und das Ende von Profilen anzugeben, wie dies für den G71-Zyklus erforderlich ist.
 |
Jetzt haben Sie bewährte Profilkoordinaten und Zyklen erarbeiten, diese sind erforderlich, um die anderen Funktionen hinzufügen, um ein Arbeitsprogramm zu machen. Siehe unten das Programm mit einigen Erklärungen einzelner Blöcke.
Grundsätzlich sollte die Programmierung sicherstellen, dass jedes verwendete Werkzeug automatisch als komplettes Programm ausgeführt wird. So erfordert jedes Werkzeug einen Kopf, der den Werkzeugwechselaufruf von einem sicheren Ort aus einrichtet, um Kollisionen zu vermeiden, plus die Werkzeugauswahl und die Offsetaktivierung plus die Spindelinformationen und die Koordinateninformationen z. B. Arbeits-Nullpunkt (G54)
In diesem Beispiel gehen wir davon aus, dass G54 - eine Standardverschiebung ist, also wird diese nicht angezeigt.
Nach dem Programmkopf wird der Abschnitt mit den Bearbeitungsinformationen und Koordinatenbewegungen usw. beschrieben.
Schließlich ist ein Endabschnitt erforderlich, um das Werkzeug für das Teil wegzubewegen, das Programm zu stoppen, wenn eine Überprüfung erforderlich ist, um die Spindel und das Kühlmittel auszuschalten. Um also die folgenden Abschnitte zusammenzufassen, benötigt jedes Werkzeug, die folgenden Abschnitte.
1. Beschreibung
2. Bearbeitung
3. Endabschnitt oder Werkzeugänderungsabschnitt
Wir haben uns für die Verwendung von I- und K-Koordinaten für die Programmierung inkrementeller Bogenmittelpunkte mit G02/G03-Kreisinterpolationsbewegungen entschieden. Es ist möglich, mit R-Radius für Bewegungen bis zu 180 Grad und mit G02/G03 -Kreisbewegungen zu programmieren. R deckt die meisten Drehanwendungen ab und in der Praxis können Sie mit R programmieren. Wir haben uns für inkrementelle I- und K- und Bodenzentrum entschieden, um die Teilnehmer mit der signierten Koordinatenprogrammierung vertraut zu machen. Siehe vorherige Übungen auf G02/G03.
| % (Steuerzeichen ASCII-Code 037) | |
| O1234 | Programmnummer |
| G21 G40 | Reset mm/löschen der Radiuskompensation |
| G50 S1500 | Feste Maximal Spindeldrehzahl |
| (FACE END) | Kommentar |
| G00 X250. Z100. | Bewegen Sie sich in eine sichere Position |
| T0101 | Anrufwerkzeug und Offset |
| G96 S250 M03 | Startspindel CCS 250m/min. |
| X205. Z1.5 M08 | Zur Startposition bewegen und Kühlmittel ein. |
| G01 X-1.6 F.25 | 1. Schnitt. |
| G00 Z3. | Bewegen Sie Werkzeug weg von der Fläche |
| X205. | Zurück zum Start |
| Z0.5 | zum nächsten Schnitt übergehen. |
| G01 X-1.6 | 2. Schnitt |
| G00 Z3. | Bewegen Sie Werkzeug weg von der Fläche |
| X205. | Zurück zum Start |
| Z0. | zum nächsten Schnitt wechseln |
| G01 X-1.6 | 3. Schnitt |
| G00 Z3. | Bewegen Sie Werkzeug weg von der Fläche |
| X205. | Rückkehr zum Außendurchmesser |
| G00 X250. Z100. | bewegen Sie sich in eine sichere Position |
| M01 | Option Stop zur Überprüfung der Bearbeitung, stoppt normalerweise die Spindel und das Kühlmittel. Wird nur stoppen, wenn der Optionsschalter auf der CNC-Steuerung eingestellt ist. |
| (BILD-PROFIL DREHEN) | |
| G21 G40 | |
| G50 S1500 | |
| G00 X250. Z100. | |
| T0101 | |
| G96 S250 M03 | |
| X200. Z3. M08 | |
| G71 U2.5 R0.5 | Klicken Sie im NC-Assistenten auf G71-Zyklus und geben Sie Details ein, um diese Zeile und die nächste |
| G71 P10 Q20 U1. W.15 F.25 S250 | |
| N10 X158. Z1. | Start des Profils |
| G01 X162. Z-1. | |
| Z-56. | |
| G02 X168. Z-59. I3. K0 | |
| G01 X196. | |
| X198.Z-60. | |
| N20 Z-82. | Ende des Profils |
| G00 X250. Z100. | |
| M01 | |
| (Bohren 80MM DURCHMESSER) | |
| G21 G40 | |
| T0303 | |
| G18 G99 | |
| G00 X250. Z100. | |
| G97 S600 M03 | Spindel mit fester Geschwindigkeit starten. |
| G00 X250. Z100. | |
| X0. Z3. M08 | |
| G01 Z-110. F.12 | Bohren mit Spriralbohrer |
| G01 Z3. F2. | Rückzug auf Z-Ebene, mit höherem Vorschub, man könnte auch mit dem Eilgang G00 fahren, aber Vorsicht, es könnte auch kritisch sein. |
| G00 Z10. | |
| G00 X250. Z100. | |
| M01 | |
| (Schruppen-BOHRUNGSPROFIL) | |
| G21 G40 | |
| G50 S1500 | |
| G00 X250. Z100. | |
| T0404 | |
| X82. Z2. M08 | |
| G71 U2.5 R0.55 | Klicken Sie auf G71 NC-Dialog und geben Sie die Details ein. |
| G71 P30 Q40 U1. W0.15 F.25 S150 | |
| N30 X149.6 Z1. | Profilstart |
| G01 X145.6 Z-1. | |
| Z-21. | |
| X145. | |
| Z-28.2 | |
| G03 X141.4 Z-30. I1.8 K0 | |
| G01 X114. | |
| X112.Z-31. | |
| Z-53. | |
| N40 X80. | Ende des Profils |
| G00 Z10. | |
| G00 X250. Z100. | |
| M01 | |
| (Fertigdrehen - Aussenprofil) | |
| G21 G40 | |
| G50 S1500 | |
| G00 X250. Z100. | |
| T0606 | |
| G18 G99 | |
| G96 S300 M03 | |
| G70 P10 Q20 U0 W0 | Click G70 NC-Assistant to insert this Finishing Cycle using the profile N10/N20. |
| G00 X220. M08 | |
| G00 X250. Z100. | |
| M01 | |
| (Fertigdrehen Innenprofil) | |
| G21 G40 | |
| G50 S1500 | |
| G00 X250. Z100. | |
| T0808 | |
| G18 G99 | |
| X80. Z2. M08 | |
| G96 S300 M03 | |
| G70 P30 Q40 U0 W0 | Klicken Sie auf G70 NC-Dialog, um diesen Schlichtzyklus mit dem Profil N30/N40 einzufügen. |
| G00 X250. Z100. | |
| M05 | Spindelanschlag |
| M09 | Kühlmittel-Stopp |
| M30 | Ende des Programms und Zurücksetzen zum Starten |
| % | |
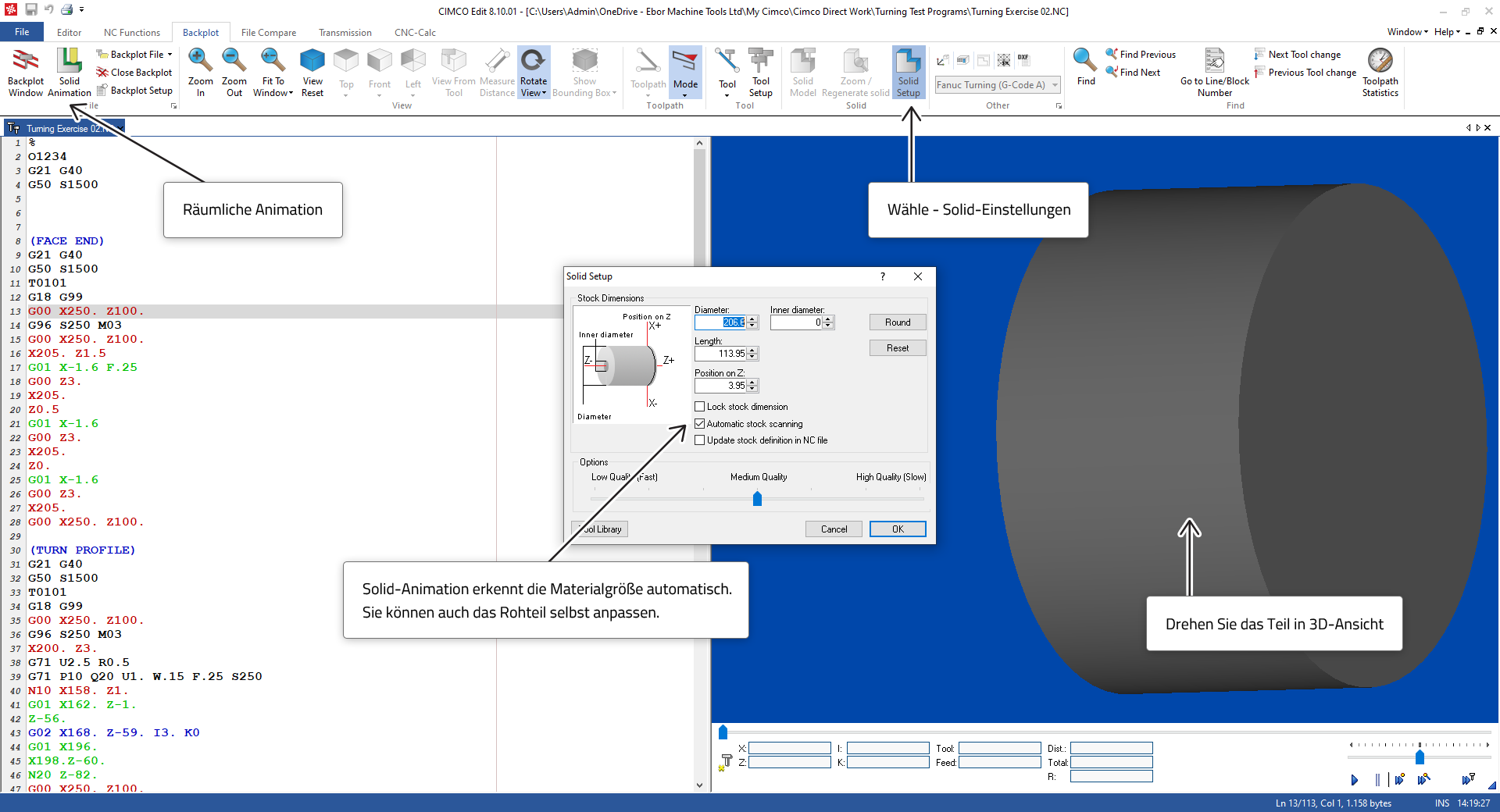
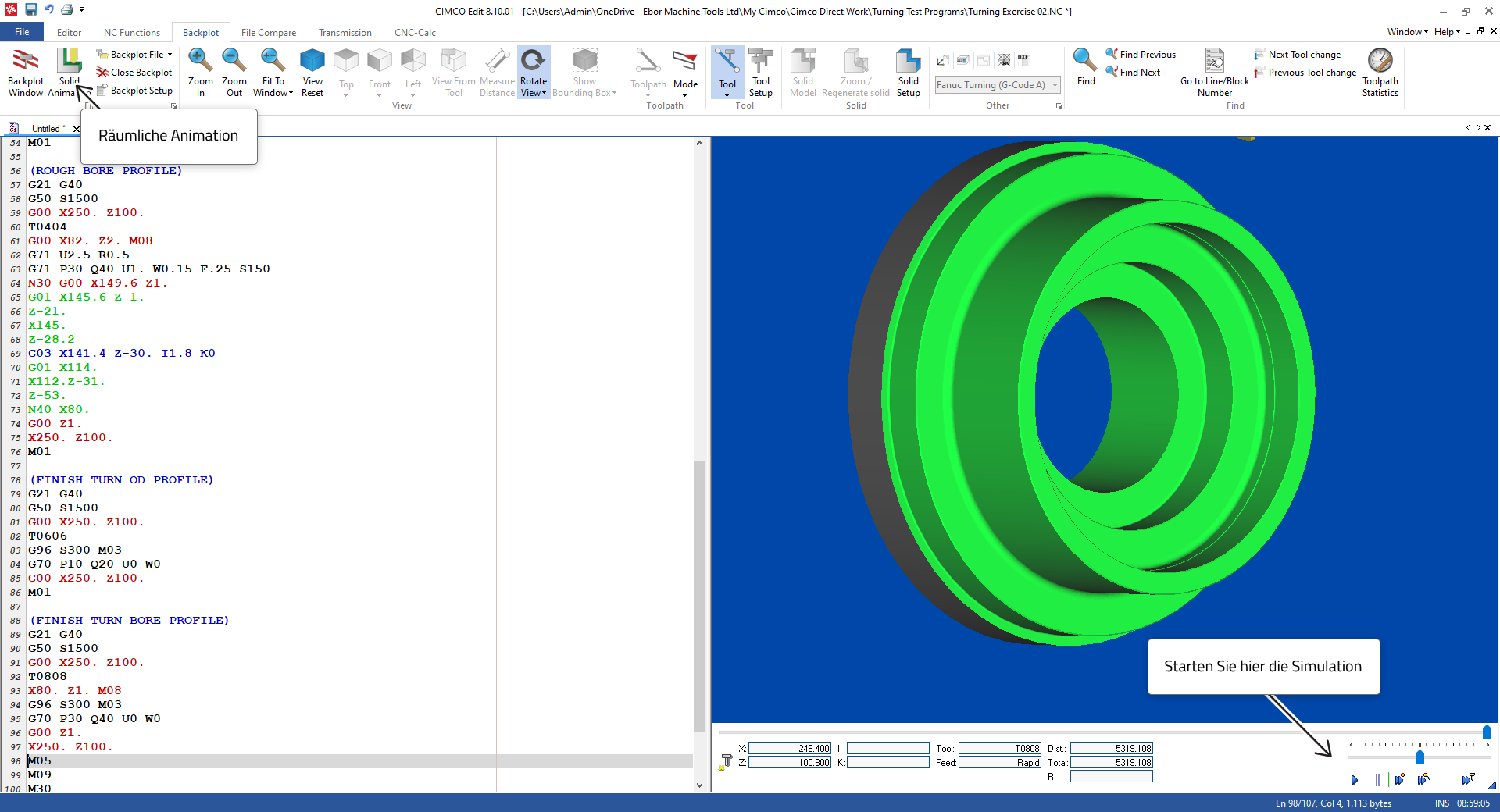
Wenn Sie damit zufrieden sind, können Sie Ihre Programmierung mit „Solid Animation“ überprüfen, siehe unten.
 |
 |
Ausführen der Solid-Animation
 |