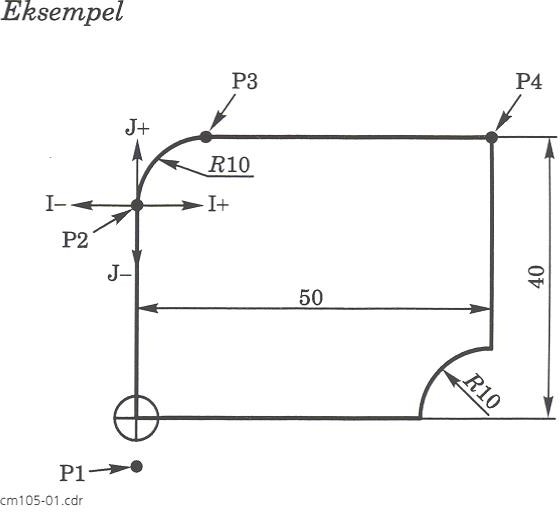
N110 G00 X0 Y-10 (P1)
N120 Z-10
N130 G01 Y30 (P2)
N140 G02 X10 Y40 I10 J0 (P3)
N150 G01 X50 (P4)
N110 G00 X55 Y40 (P1)
N120 Z-10
N130 G01 X10 (P2)
N140 G03 X0 Y30 I0 J-10 (P3)
N150 G01 Y0 (P4)
 |
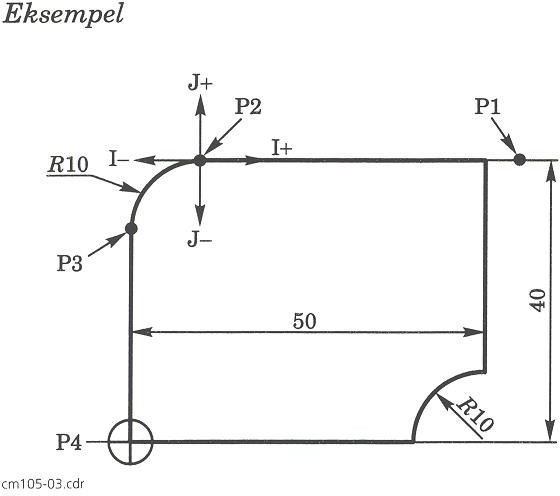 |
In the case of circular movements, there are five conditions that apply if you choose to program with I and J values.
Please note: The (P1-4) in the programs below refer to positions in the drawings. They are not part of the program code.
| Program for the drawing below. | Program for the drawing below. | ||
|
N110 G00 X0 Y-10 (P1) |
N110 G00 X55 Y40 (P1) | ||
|
|
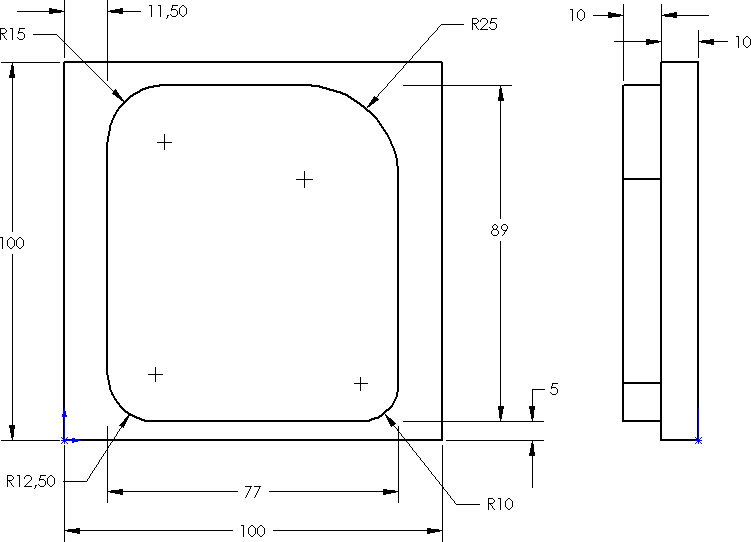
Create a program from the drawing below. The choice of cutting tool can be whatever you want to use. The program must use radius compensation.
 |
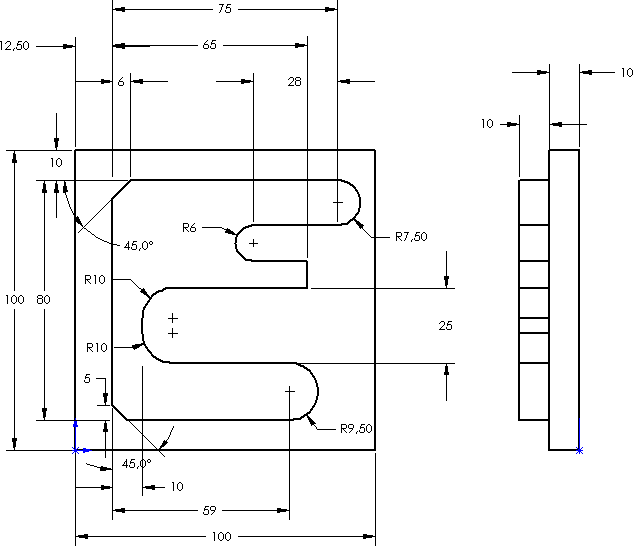
Create a program for the drawing below. The choice of cutting tools is to be decided by the programmer.
 |