 |
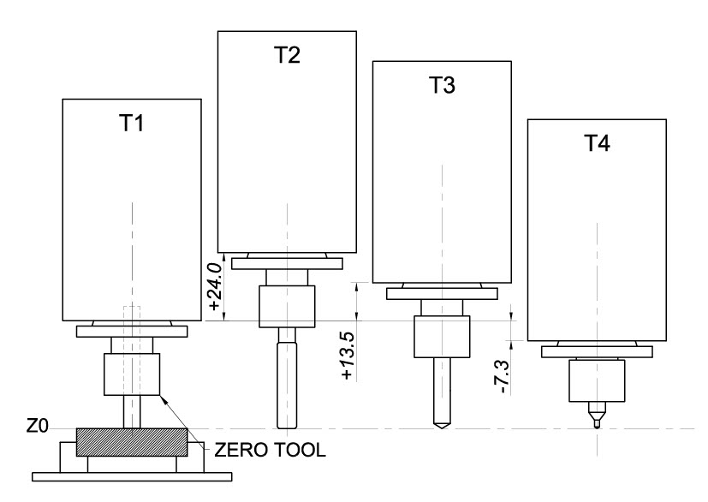
The tool length will always be different from tool to tool. It is important that the tool lengths are recorded on the CNC machine in relation to a reference point, as there could be a collision otherwise. In some cases, it may be a tool that is used as the reference tool as shown in the diagram below, in other cases lengths may be measured in a Tool Setting machine. These tool lengths are entered into the CNC tool length offset Table.
|
When a program block has G43 H12, the tool length for #12 in the tool offset table will be summed up with the current position to compensate for the length so that the tool will move on the next commanded position to the correct place.