 |
There are many CNC controls today, some of the best known are: Fanuc, Siemens, Okuma and Heidenhain. In addition to the mentioned controls, there are many others. Common to all these CNC controls is that they are built around codes that consist of a letter and some numbers. Below is an ISO G and M code list for an Okuma and a Siemens controller, which are the controls this task set refers to. The task set can also be used for most controllers that operate with ISO codes.
| Okuma Control | Siemens Control |
|
G00 Rapid Traverse |
G00 Rapid Traverse |
| Okuma Control | Siemens Control |
|
M00 Program stop |
M00 Program Stop |
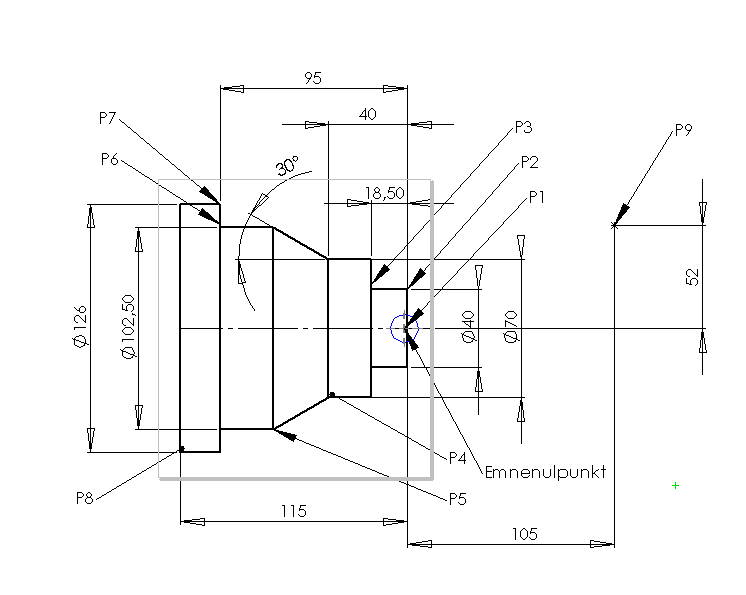
The (P1-8) in these programs refer to points in the drawing below.
| Okuma Program Example | Okuma Program Example |
|
N10 G00 X500 Z800 |
N10 G00 G95 G96 G90 D0 |
|