I följande del av denna tutorial kommer vi att generera ett NC-program för att skapa gängor på arbetsstycket. Stegen för att göra detta är beskrivet nedan.
Du kan titta på den relaterade videon till denna del av tutorialen här (engelska):
Skapa verktygsbanor för gängning
Kontrollera att filtypen (NC-formatet) är ISO Svarvning för gängsvarvning av exempelprogrammet.
Välj sedan funktionen för horizontell gängning genom att klicka på ikonen Horisontell gängning i verktygsfältet Svarvoperationer.
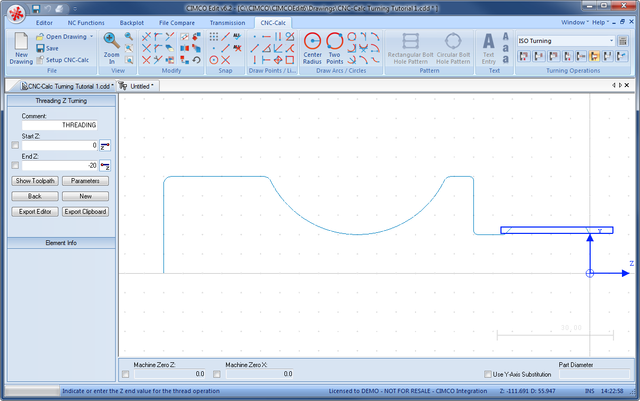
Detta öppnar upp rutan för horisontell gängsvarvning till vänster om ritningsytan. Ange de värden som visas i dialogrutan nedan.
Kommentar: Den här kommentaren kommer att synas i det slutliga NC-programmet. Det är alltid en god vana att ha med en kommentar för att kunna urskilja de olika operationerna från varandra i det färdiga programmet.
Start Z: Detta är Z-värdet där operationen börjar.
Slut Z: Detta är Z-värdet där operationen slutar.
Klicka på knappen Parametrar i Gängsvarvningsrutan för att öppna dialogrutan för parametrarna. Ange följande värden från dialogrutan nedan.
Gängprofil
Konfiguration av profilen på gängan och konvinkeln i operation.
Kontyp: Om konvinkelninte är noll kommer en konad gänga att göras. De här två ikonerna representerar de två sätt konan kan göras på.
Konvinkel: Vinkeln på den konade gängan.
Stigning: Anger avståndet det tar för gängan att föflyttas ett varv runt delen.
Antal starter: Anger hur många starter gängan kommer ha. Detta är i normala fall 1.
Operationstyp: Anger om gängan är utvändig eller invändig och om det går från vänster till höger eller från höger till vänster.
Välj från tabell: Istället för att skriva in alla olika värden för en gänga kan dessa matas in från en tabell. Den här tabellen innehåller alla de vanligaste gängorna för både tumm och mm mått. Se avsnittet Välj Gänga för vidare förklaring om hur man använder tabellen.
Innesluten vinkel: Den totala vinkeln på gängprofilen.
Delningsvinkel Den framåtriktade vinkeln av gängprofilen mätt vertikalt mot gängan.
Ytterdiameter: Det största måttet av gängans diameter.
Innerdiameter: Det minsta måttet av gängans diameter.
Arbetsstycke att lämna: Hur mycket av arbetsstycket som ska lämnas kvar vid slutet av operationen.
Frigång: Anger hur lång från arbetsstycket ska förflyttas innan det flyttas tillbaka till start.
Skärning
Konfiguration av antal och typ av skär som ska göras i operationen.
Operationstyp: Använd det här fältet för att välja en fast G76 eller ruta G92 cykel för gängoperationen.
Insticksvinkel: Vikeln som verktyget förflyttas ner med. Anledningen till detta är för att minimera spåntrycket vid den främre delen av verktyget och därigenom erhålla en jämnare gänga.
Accelerationsdistans: Avståndet som verktyget börjar vid innan det når gängan för att uppnå en mer likformig gänga.
Absolut (Accelerationsdistans): Med detta alternativ kan användaren ange hur långt från gängan verktyget ska starta innan det når gängan.
Varv (Accelerationsdistans): Med detta alternativ kan verktyget få ett givet antal varv för att accelerera. Det kommer därför börja vid antalet varvtal multiplicerat med gängstigningen innan det når gängan.
Återdragningsdistans: Anger avståndet (Absolut eller i Varv) som verktyget ska dras tillbaka med vid slutet av varje skär. (används bara vid fasta cykler).
Konstant område (Skärtyp): Genom att använda konstant område kommer verktyget att ta bort like mycket av ytan för varje skär.
Konstant djup (Skärtyp): Genom att använda konstant djup kommer varje skär ha samma djup. Eftersom ytan är triangelformad kommer en ökande mängd material att tas bort desto djupare verktyget skär.
Första skärdjupet: Om detta alternativ är valt kommer det första skärdjupet definiera hur efterföljande skär görs baserat på vilken metod (Konstant område/djup) som används.
Antal skär:Om detta alternativ är valt kommer operationen att urföras med detta antal skär (plus det antal valda nollskär).
Antal nollskär: Om nollskär används är detta antalet skär som kommer göras vid det slutliga djupet.
Absolut (Överskärning): Med detta alternativ fortsätter verktyget med det definierade avståndet efter gängans slut.
Varv (Överskärning): Med detta alternativ kommer gängan att förlängas det antal angivna varv.
Klicka på OK för att använda värdena och stänga dialogrutan.
Efter att värdena har angivits i dialogrutan kommer skärmen att se ut så som bilden nedan. Notera att området för operationen visas med en blå rektangel.
Prova att experimentera med de olika parametrarna för att se hur de förändrar den genererade verktygsbanan.
Exportera verktygsbanan och simulera i Editorn
Klicka på Export till urklipp för att generera NC-programmet. Programmet finns nu i datorns urklipp och är redo att klistras in i CNC-programmet.
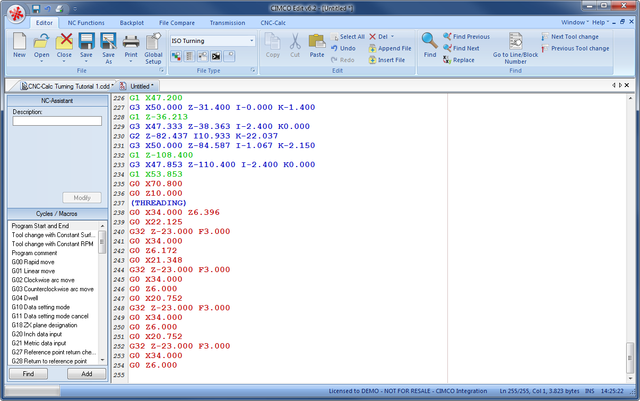
Byt fönstret till NC-programmets fönster och tryck Ctrl + End för att flytta markören till slutet av programmet. Klistra in texten från urklippet genom att antingen trycka Ctrl + V eller genom att klicka på ikonen Klistra in från verktygsfältet Redigera i Editor-fliken.
Nu borde NC-programmet se ut så som följande skärm.
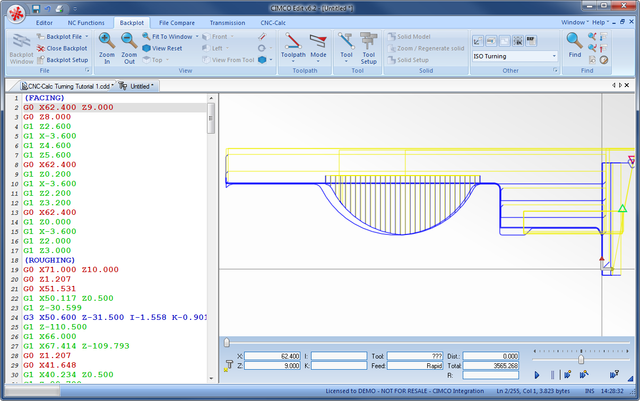
För att verifiera den genererade verktygsbanan måste vi simulera den genom att använda den inbyggda grafiska simuleringen.
Klicka på fliken Simulering överst i Ribbon-menyn och klicka sedan på ikonen Simuleringsfönster i verktygsfältet Arkiv för att öppna simuleringsfönstret.