Mit CIMCO CNC-Calc V8 ist es möglich, Werkzeugbahnen zum Taschenfräsen zu erzeugen.
Sie können das zugehörige Video zu dieser Übung hier sehen:
Erzeugen von Taschen-Werkzeugbahnen
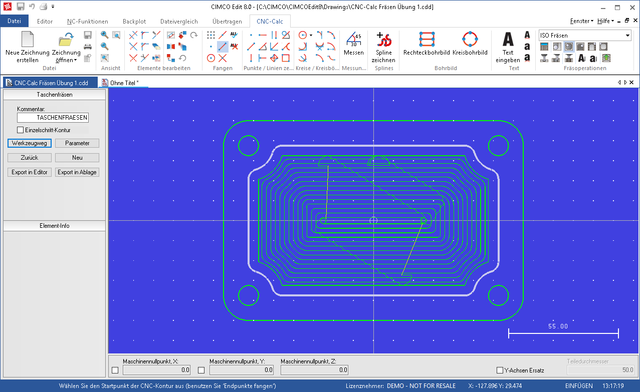
To start creating an NC program for the pocket operation, select the function Pocket Milling to generate a CNC-toolpath for pocket milling (ensure that ISO Milling is selected in the field File Type).
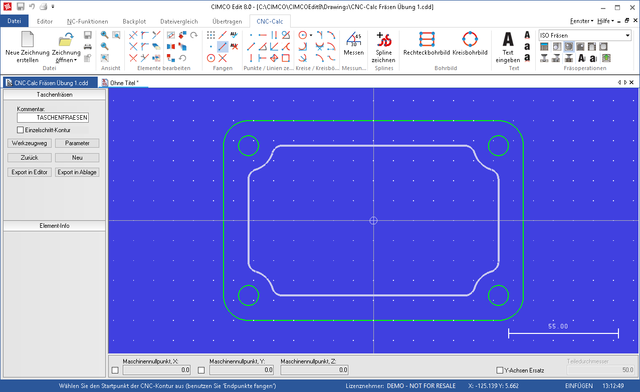
Geben Sie "TASCHENFRAESEN" im Kommentarfeld ein. Diese Texteingabe wird vor dem eigentlichen NC-Code des entsprechenden Arbeitsganges als Kommentar eingefügt. Bei mehreren Arbeitsgängen im gleichen NC-Programm kann so der einzelne Arbeitsgang schnell lokalisiert werden.
Klicken Sie auf die Innenkontur um diese hervorzuheben.
Klicken Sie auf Parameter. Dies eröffnet das Dialogfenster für Taschenfräsen Parameter.
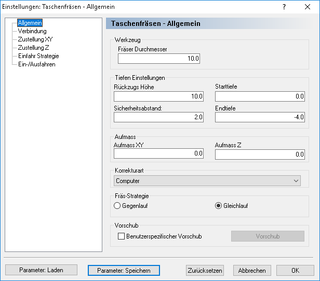
Geben Sie die Werte wie in den Screenshots in das Dialogfenster ein.
Reiter General
Dieser Reiter enthält alle allgemeinen Parameter, die in beiden Seitenschnitte zum Schruppen und Schlichten verwendet werden kann.
Fräser Durchmesser: Werkzeugdurchmesser
Rückzugshöhe: Angabe der Rückzugshöhe des Werkzeugs beim Bewegen zwischen Konturen und am Ende der Operation.
Sicherheitsabstand: Angabe des Abstandes über dem Werkstück, wo die Vorschubrate von Eilgang auf Schnittgeschwindigkeit geändert wird.
Starttiefe: Dies ist die Oberfläche des Werkstücks.
Endtiefe: Angabe der Tiefe des letzten Schnittes. Wird durch das Aufmass Z korrigiert.
Aufmaß XY: Hier geben Sie ein, wie viel Material am Ende der Operation (Schruppen u. Schlichten) in XY-Richtung übrig bleiben soll.
Aufmaß Z: Hier geben Sie ein, wie viel Material am Ende der Operation (Schruppen und Schlichten) in Z-Richtung übrig bleiben soll.
Korrekturart: Hier wählen Sie die Korrekturart.
Gegenlauf: Hier können Sie, für die aktuelle Operation, die Fräs-Strategie Gegenlauf wählen.
Gleichlauf: Hier können Sie für die aktuelle Operation, die Fräs-Strategie Gleichlauf wählen.
Verwenden Sie benutzerdefinierte Vorschubgeschwindigkeiten: Wählen Sie diese Option, um benutzerdefinierten Vorschubgeschwindigleit für das Fräsen zu ermöglichen.
Vorschubgeschwindigkeiten: Klicken Sie auf diese Schaltfläche, um ein neues Fenster zu öffnen. Um eigene Werte für Gewindeschneiden (XY), Helix / Rampe und Plunge (Z) Vorschubgeschwindigkeiten eingeben.
Linking Tab
Configures the way that the tool moves between cuts. This is known as a linking move. A linking move consist of three phases: 1: The Retract move from the current depth to the configured height where horizontal moves can be safely executed. 2: A horizontal move to the place where the start point of the next cut. 3: Down movement to the start point of the next cut.
Retract Type: This defines the height to which the retract move is made. If Full is selected the this height is the defined retract height. With Minimum selected the operation uses the defined Safe Distance as retract height.
Use Rapid Retract If this option is checked all retarct moves will be performed as Rapid moves.
Plunge Relative to Last Depth Normaly he transition from rapid to feed takes place at the safe distance above the part, but with this option selected this transition height moves down with the last cutting depth. Used correctly this can make huge improvements in the performance of the operation.
Stay Down Distance Normally the tool will retract every time linking move is made. With the stay down distance set to a value different than zero, no linking move will be made if the end point of the current cut and the start point of the next is closer than the defined stay down distance.
Machine as Selected This is only used if multiple contours are milled in the same operation. when multiple contours are milled together then CNC-Calc will try to optimize the order in which they are machined in order to achieve the best performance. Sometimes there exist constraints that prevents this optimisation and makes it necessary to machine them in a special order. By selecting Machine as Selected no optimisation will be performed. and the contours will be machined in the order that the user selected them.
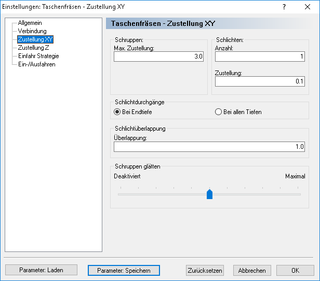
Reiter Mehrfachschnitte
Werden Schnitte in XY-Richtung konfiguriert.
Max Schruppzustellung: Geben Sie hier die maximale Schruppzustellung an.
Schnitte: Anzahl der Schlicht-Mehrfachschnitte.
Zustellung (Schlichtdurchgänge): Der Abstand zwischen jedem Durchgang dieser Operation.
Bei Endtiefe: Bei aktivierter Funktion wird der Schlichtdurchgang nur in der Endtiefe ausgeführt.
Bei allen Tiefen: Bei aktivierter Funktion wird der Schlichtdurchgang in allen Tiefen ausgeführt.
Überlappungsabstand: Abstand am Ende des Überlappungsvorgangs, um die Oberfläche zu glätten.
Schruppen glätten: Dieser Schieberegler steuert die Menge der Glättung. Je höher der Wert (ganz rechts) ist, desto glatter wird die resultierende Werkzeugbahn.
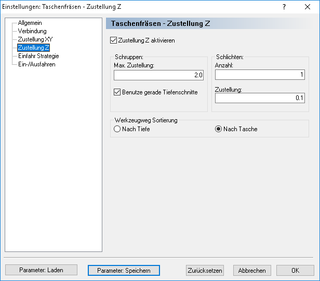
Register Tiefenschnitte
Konfiguriert die Schnitte in der Z-Richtung.
Benutze Tiefenschnitte: Wenn diese Auswahlbox markiert ist, werden die Operationen unter den hier definierten Parametern ausgeführt. Andernfalls wird nur ein Schnitt mit der endgültigen Tiefe ausgeführt.
Max Schruppschritte: Maximaler Schnitt, der in einem Schruppschnitt durchgeführt wird.
Benutze gerade Schruppschnitte: Ist diese Funktion aktiviert, haben alle Schruppdurchgänge den gleichen Abstand. Bei nicht aktivierter Funktion werden Schruppdurchgänge unter dem hier angegebenen Abstand der maximalen Schruppschritte durchgeführt und Restmaterial wird beim letzten Durchgang entfernt.
Anzahl: Anzahl von Schlichtdurchgängen.
Schritte: Abstand zwischen jedem Durchgang.
Nach Tiefe: Diese Funktion wird nur bei mehreren Konturen in der gleichen Operation angewandt und sorgt dafür, dass ein Fräsdurchgang alle Konturen in der gleichen Tiefe bearbeitet, bevor Schnitte in einer neuen tiefe durchgeführt werden.
Nach Kontur: Ist diese Funktion gewählt, wird jede Kontur von Anfang bis Ende fertig gefräst, bevor eine neue Kontur gefräst wird.
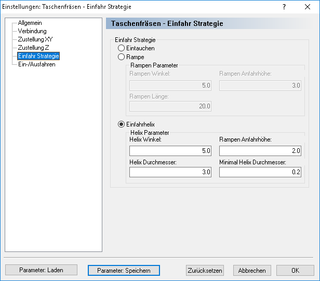
Register Einfahr Strategie
Das Register Einfahr Strategie beinhaltet die Konfiguration, wie das Fräswerkzeug von einem Z-Niveau zu einem anderen schneiden soll.
Eintauchen: Lotrechte Abwärtsbewegung des Werkzeuges.
Rampe: Abwärtsbewegung des Werkzeuges bis zur Höhe der Rampen Anfahrhöhe über dem Werkstück. Anschließend Rampenbewegung mit Rampen Winkel und Rampenlänge.
Einfahrhelix: Abwärtsbewegung bis zur Höhe der Rampen Anfahrhöhe über dem Werkstück. Danach bewegt sich das Werkzeug in einer Kreisspirale mit dem Helix Winkel abwärts, wobei die kreisförmige Bewegung mit einem Durchmesser zwischen 62 Helix Durchmesser und Minimal Helix Durchmesser stattfindet. Die tatsächliche Größe des Durchmessers ist abhängig von der Geometrie.
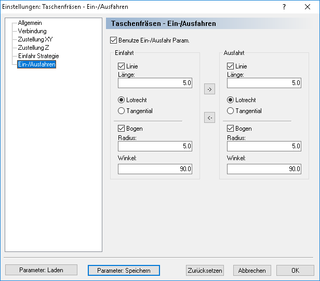
Register Ein-/Ausfahren
Konfiguriert den Verfahrweg, mit dem das Werkzeug an die Kontur ein- und ausgefahren wird und zwar beim Start/Ende des Schruppdurchgangs und bei jedem Schlichtdurchgang.
Ist unter Werkzeugkompensation Computer oder Keine gewählt, ist der Einsatz von Ein-/Ausfahren optional. Ein-/Ausfahren ist obligatorisch, wenn die Steuerung die Werkzeugkompensation übernimmt.
Linie: Ein-/Ausfahren mit Linie aktivieren/deaktivieren.
Länge: Länge der Ein-/Ausfahrlinie.
Lotrecht: Wenn diese Option ausgewählt ist, ist die Linie senkrecht zum Folgeelement bei der Einfahrt, bzw. zum vorherigen Element bei der Ausfahrt.
Tangential: Wenn diese Option ausgewählt ist, ist die Linie tangential zum Folgeelement bei der Einfahrt, bzw. zum vorherigen Element bei der Ausfahrt.
Bogen: Die Ein-/Ausfahrt endet in einem Bogen.
Radius: Radius des Ein-/Ausfahrbogens.
Winkel: Der Winkel des Ein-/ Ausfahrbogens.
Mit den Pfeilbuttons in der Mitte des Dialogfensters können Sie die Eingabewerte von Einfahrt nach Ausfahrt kopieren und umgekehrt.
Schließen Sie das Parameter-Dialogfenster mit OK und klicken Sie auf Werkzeugweg im Bereich Taschenfräsen.
Klicken Sie auf Export in Ablage. Die NC-Operation befindet sich jetzt in der Zwischenablage und kann eingefügt werden.
Change the window to that of the NC program and press Ctrl+End to move to the very end of the file. Insert the text from the clipboard just before the M30 line, either by pressing Ctrl+V, or selecting the icon Paste from the Edit toolbar in the Editor tab.
Das NC-Programm besteht jetzt aus drei Operationen. Da wir dasselbe Werkzeug für die Kontur- und Taschenfräsoperationen benutzen, werden wir vor der Taschenoperation kein Werkzeug einfügen.