 |
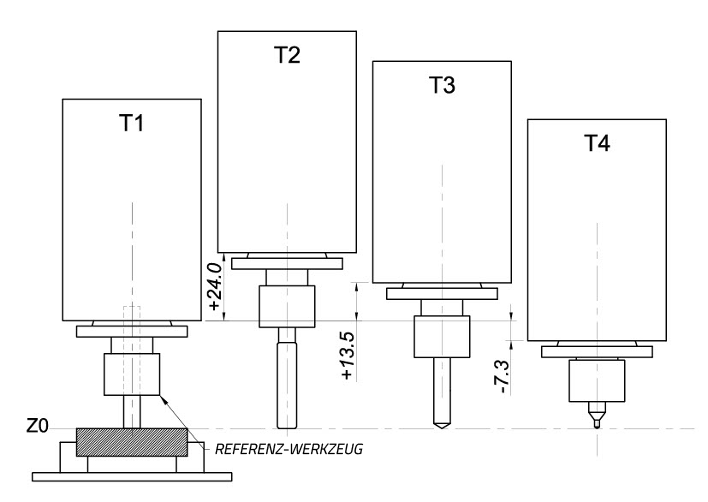
Die Werkzeuglänge unterscheidet sich immer von Werkzeug zu Werkzeug. Es ist wichtig, dass die Werkzeuglängen auf der CNC-Maschine in Bezug auf einen Bezugspunkt aufgezeichnet werden, da es sonst zu einer Kollision kommen könnte. In einigen Fällen kann es sich um ein Werkzeug handelt, das als Referenzwerkzeug verwendet wird, wie in der Abbildung unten gezeigt, in anderen Fällen können Längen in einem Werkzeug-Voreinstellgerät gemessen werden. Diese Werkzeuglängen werden in die CNC-Werkzeuglängenversatztabelle eingegeben.
|
Wenn ein Programmblock G43 H12 hat, wird die Werkzeuglänge für T12 in der Werkzeugversatztabelle mit der aktuellen Position zusammengefasst, um die Länge zu kompensieren, sodass das Werkzeug an der nächsten befohlenen Position an die richtige Stelle bewegt.