 |
|
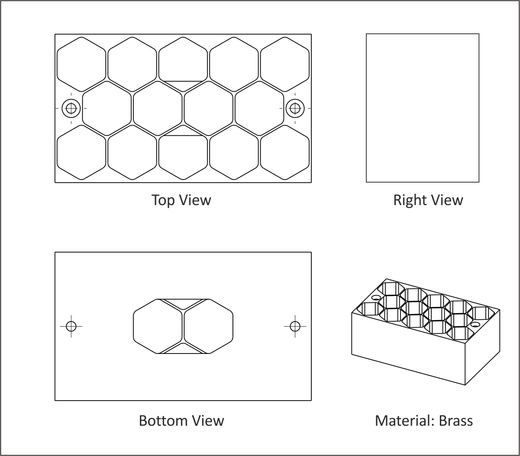
Figure A.31: Honeycomb |
This project teaches the following skills:
|
|
Figure A.31: Honeycomb |
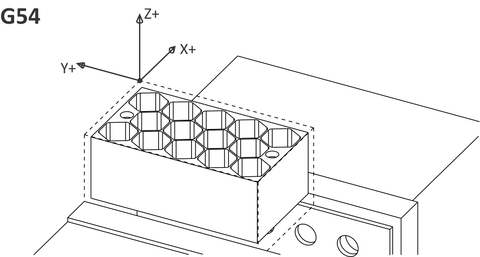
Clamp the sawed stock in vise as shown in the figure in table A.13. Set the G54 datum off the upper left corner of the stock. Be sure to leave enough stock so the face and outside perimeter tool paths remove material.
|
Honeycomb: Job-1 Setup | ||||
|
| ||||
|
Datum: Upper-left corner of stock. | ||||
|
Op-1 Face |
Tool (inch) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||
|
Op-2 Ctr Drill |
Tool (in) 0.25 Ctr Drill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Op-3 Drill |
Tool (in) 0.25 Drill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Op-4 |
Tool (inch) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||
|
Op-5 |
Tool (in) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||
|
Op-6 Remachine |
Tool (in) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||
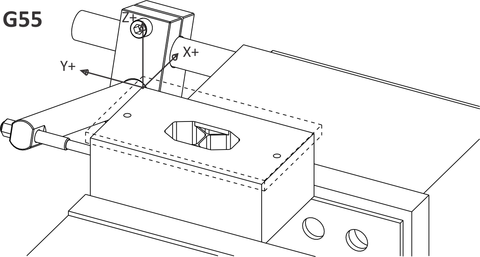
Flip part about Y-axis, and set the datum as the upper-left corner of the finished bottom face. Use the method described in Project 5 (Steps 3-4) to set G55 for this part.
|
Honeycomb: Job-2 Setup | ||||
|
| ||||
|
Datum: Upper-left corner of finished top face. | ||||
|
Op-1 Face |
Tool (inch) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||
|
Op-2 Contour |
Tool (inch) 0.25 End Mill |
Speed (rpm) 1800 |
Feed XY (ipm) 18.0 |
Feed Z (ipm) 9.0 |
|
Rough XY (in) 1.0 |
Rough Z (in) .25 |
Finish XY (in) 1.0 |
Finish Z (in) .005 | |
|
Stock to Leave XY (in) 0.0 |
Stock to Leave Z (in) 0.0 | |||