 |
|
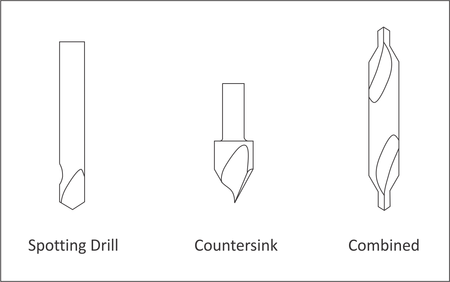
Figure 3.6: Countersink and Center Drill |
Center (spotting) drills are short and very rigid drills used to create a conic on the face of the part. Because they come to a sharp point and resist bending, they locate the hole precisely. The conic helps prevent the subsequent drill from wobbling and ensure the drill is located precisely and drills straight down.
Countersink drills are used to create the conical face for a machine screw. Combined spotting-countersinks are used to create a screw clearance hole and countersink in one operation.
There are many different sizes and tip angles of center, countersink, and combined drills. Be sure the tip angle of the countersink matches the included angle of the machine screw, and that the drill diameter is greater than the screw head diameter.
|
|
Figure 3.6: Countersink and Center Drill |
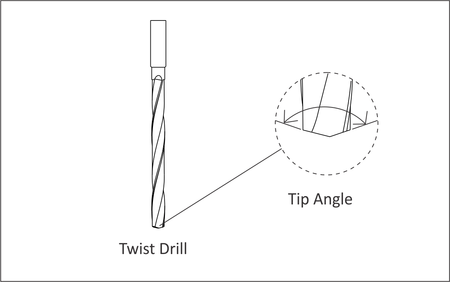
Twist drills are available in many diameters and lengths. Usually made of high speed steel, carbide, or cobalt, they may also be coated with titanium nitride (TiN) for longer life. The tip angle of most twist drills is 118 degrees.
 |
|
Figure 3.7: Twist Drill |
Cutting taps form threads by shearing material away. Form taps (roll taps) form the thread by forming the metal to shape. Form taps produce no chips and are used for soft materials including aluminum, copper, brass and plastics.
 |
|
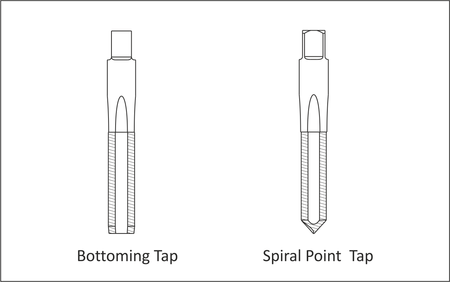
Figure 3.8: Taps |
Bottoming taps are used to tap blind holes. Spiral point taps push the chip ahead and out the bottom of a through hole.
Taps require a hole drilled to the correct size to ensure the thread is formed properly. For example, a ¼-20 cutting tap requires drilling a .201 (#7) hole. Refer to the drill chart in Appendix F to find the correct drill size for a specified thread size and fit.
Most CNC Machines support rigid tapping, which means the tap can be held in a rigid holder. The tap is advanced at a feed rate that matches the thread lead into the hole. The spindle then stops, reverses, and backs out of the hole.
Machines without rigid tapping require special tapping attachments. Always refer to the manufacturers' instructions as the speed, feed, and other machining parameters for tapping attachments may be different that those for rigid tapping.
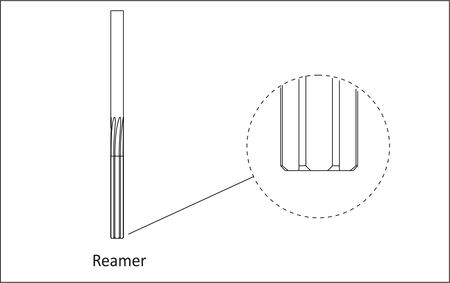
Use reamers to create holes of precise shape and excellent surface finish. Reamed holes are usually accurate within .0002 inches diameter. For example, a reamer is used for holes used for ground pins and bushings.
Reamers require a specific size hole be drilled before use. Cutting speeds and feeds are also important. Remove too little or too much material and the hole will not be the correct size.
 |
|
Figure 3.9: Reamer |
A counterbore looks similar to a end mill with a pilot in the center. It is used to spot face holes, and the pilot ensures the spot face is centered on the hole.
Counterboring is not necessary when using a CNC machine. Rather, create a spot face using a pocket or circle mill tool path. This saves having to buy and stock counterbore tools and pilots, and the time required to load and set up the counterbore.