 |
|
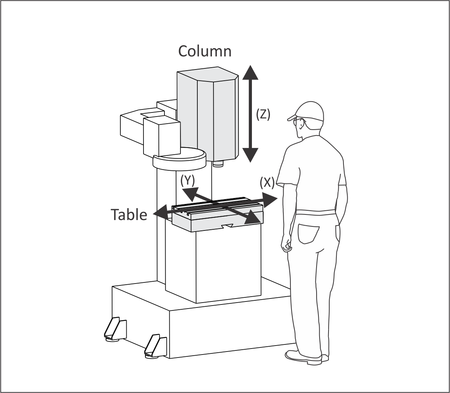
Figure 4.4: VMC Machine Motion |
CNC machines use a 3D Cartesian coordinate system. Figure 4.4 shows a typical Vertical Milling Center (VMC) with the sheet metal covers removed to expose the movable parts.
Material to be machined is fastened to the machine table. This table moves in the XY-Plane. As the operator faces the machine, the X-Axis moves the table left-right. The Y-Axis moves the table forward-backward.
The machine column grips and spins the tool. The column controls the Z-axis and moves up-down.
|
|
Figure 4.4: VMC Machine Motion |
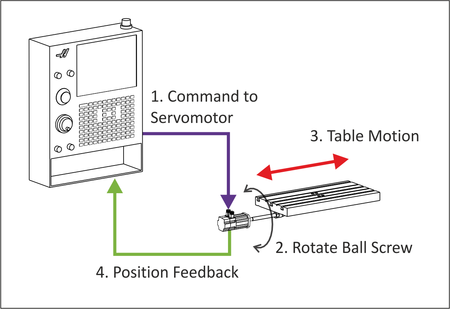
Most CNC machines can position each axis within .0002 inches or less over the entire machining envelope. This accuracy is achieved in part by the use of a closed-loop servo mechanism, illustrated in Figure 4.5.
The machine control sends a motion signal, via a controller board, to a servomotor attached to each machine axis. This causes the servomotor to rotate a ball screw attached to the table or column, causing it to move. The actual position of the axis is continuously monitored and compared to the commanded position with feedback from a servo transmitter attached to the ball screw.
Ball screws have almost no backlash, so when the servo reverses direction there is almost no lag between a commanded reversing motion and corresponding change in table direction. CNC controls employ electronic compensation to adjust for any minor backlash that may exist.
 |
|
Figure 4.5: Closed Loop Servo Mechanism |
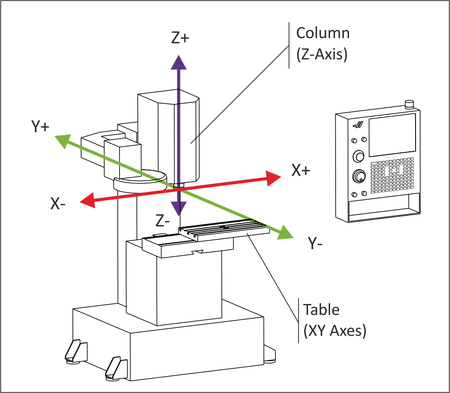
The CNC Machine Coordinate System is illustrated in Figure 4.6. The control point for the Machine Coordinate System is defined as the center-face of the machine spindle.
The Origin point for the machine coordinate system is called Machine Home. This is the postion of the center-face of the machine spindle when the Z-axis is fully retracted and the table is moved to its limits near the back-left corner.
 |
|
Figure 4.6: VMC Machine Coordinate System (At Home Position) |
|
IMPORTANT As shown in Figure 4.6, when working with a CNC, always think, work, and write CNC programs in terms of tool motion, not table motion. For example, increasing +X coordinate values move the tool right in relation to the table (though the table actually moves left). Likewise, increasing +Y coordinate values move the tool towards the back of the machine (the table moves towards the operator). Increasing +Z commands move the tool up (away from the table). |
When a CNC machine is first turned on, it does not know where the axes are positioned in the work space. Home position is found by the Power On Restart sequence initiated by the operator by pushing a button on the machine control after turning on the control power.
The Power On Restart sequence simply drives all three axes slowly towards their extreme limits (-X, +Y, +Z). As each axis reaches its mechanical limit, a microswitch is activated. This signals to the control that the home position for that axis is reached. Once all three axes have stopped moving, the machine is said to be "homed". Machine coordinates are thereafter in relation to this home position.