Check List
Buttons
1
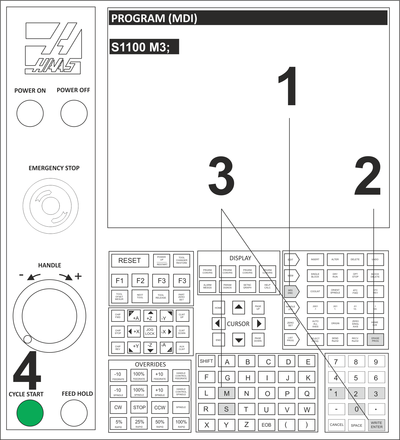
MDI/DNC Key: Select
![]()
2
Erase Prog: Select (to clear any commands)
![]()
3
Spindle Speed: S1100
- S1100 M3: Input
- Write/Enter: Select
4
Cycle Start: Select
- Spindle will start CW at 1100 RPM

5
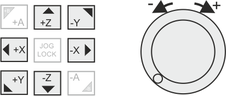
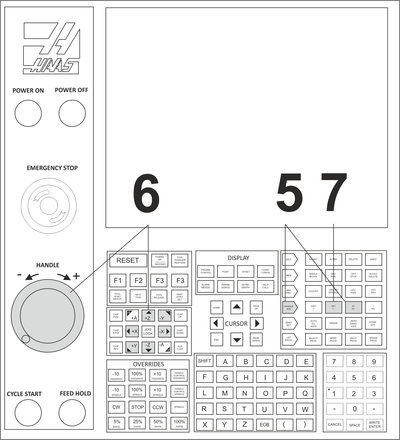
Handle Jog: Select
Jog Increment: .01
![]()
![]()
6
Jog Handle: As Needed
- Select jog direction and use handle as required to place edge finder stylus alongside the left part edge.
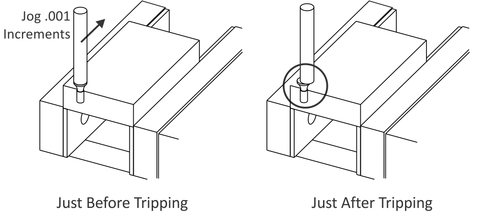
7
Jog Increment: .001
- Move edge finder slowly until it just trips off center as shown below.
- This places the center of the spindle exactly .100 from the part edge.
![]()
8
Jog Handle: Retract in Z
- Jog straight upward in Z until edge finder is above part and jog handle reads zero on the dial.
![]()
9
Jog Handle: Set jog direction to +X and rotate handle one full turn clockwise.
- Since the control is in .001 increment mode, rotating the dial exactly one full turn places the center of the spindle directly over the left part edge.

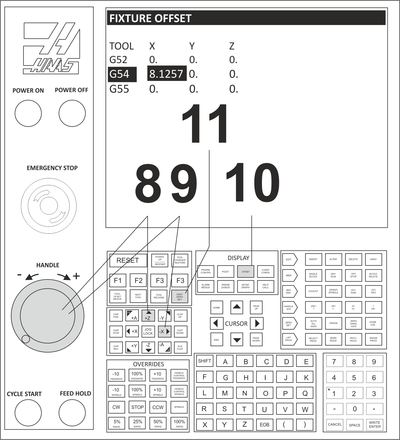
10
Offset Page: Select
- Select Offset button and PgUp/PgDn buttons until Work Zero Offset page appears. Use Arrow keys to highlight G54 (or whatever fixture offset is to be set).
![]()
11
Part Zero Set: Select
- This sets the G54 X value to the current spindle position.
![]()
|
Tips
|
The following instructions repeat steps 6-11 but for setting the Y-axis.
12
Jog Handle: As Needed
- Select jog direction and use handle as required to place edge finder stylus alongside the back part edge.
13
Jog Increment: .001
- Move edge finder slowly until it just trips off center.
- This places the center of the spindle exactly .100 from the part edge.
![]()
14
Jog Handle: Retract in Z
- Jog straight upward in Z until edge finder is above part and jog handle reads zero on the dial.
![]()
15
Jog Handle: Set jog direction to -Y and rotate handle one full turn clockwise.
- Since the control is in .001 increment mode, rotating the dial exactly one full turn places the center of the spindle directly over the back part edge.

16
Offset Page: Use arrow keys to highlight G54 field (or whichever fixture offset you are setting).
![]()
17
Part Zero Set: Select
- This sets the G54 Y value to the current spindle position.
![]()
18
Spindle Stop: Select
![]()