 |
|
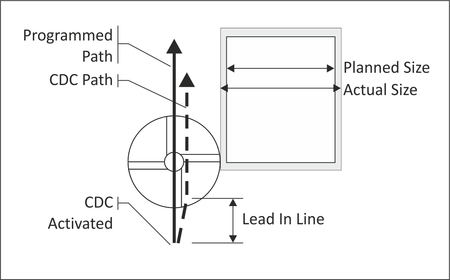
Figure 7.7: Cutter Diameter |
Cutter Diameter Compensation (CDC) provides a way for tool paths to be adjusted at the machine to compensate for tool wear and deflection. Figure 7.7 shows how CDC Right (G41) causes the tool to veer to the right of the programmed path.
The compensation value is found by measuring the part feature and subtracting the actual dimension from the desired dimension. The difference is entered in the control CDC register for the tool. The next time program is run, the tool will be offset by this value.
|
|
Figure 7.7: Cutter Diameter |
|
CDC must be turned on or off with a line move, never an arc. Commanding G40/G41/G42 with an arc move will cause a diameter compensation error that will stop the program. |
CDC is activated at the end of the line on which it is called, as shown in Figure 7.7. Notice how the tool moves at an angle from the start to end of the lead-in line. Activate CDC while the tool is away from the part so this angle move happens away from the finished part surfaces. The line-arc moves shown in Figure 7.9 provide ample clearance for the tool for this purpose.