|
Note: For illustration purposes, the tools shown on the following pages are left-handed. Upper turret machines mostly use right-handed tools. |
The following is a list of the most common lathe-specific tool types. While these are the most common types you are likely to use, they represent only a small number of the tools that are available.
|
Note: For illustration purposes, the tools shown on the following pages are left-handed. Upper turret machines mostly use right-handed tools. |
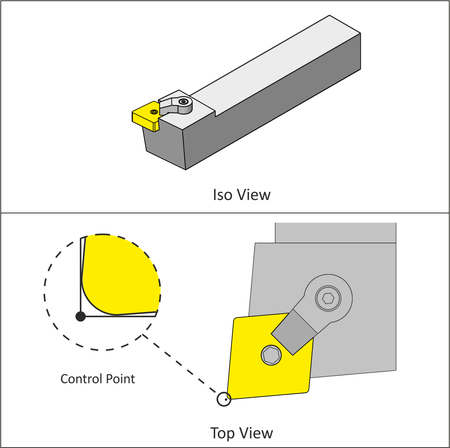
For facing and rough turning, use a more rigid tool such as a round, square, or 80 degree diamond. Finishing may require a more versatile tool, such as a 55 or 35 degree diamond. These provide more side and end cutting angle relief to reach and contour part details. Inserts must match the tool holder, and that means the right type, size, shape, and clamping feature(s).
 |
|
Figure 8.18: Face/Turn Tool (Left Hand) |
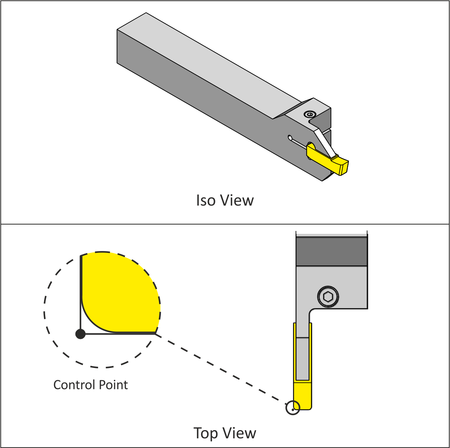
Groove tools are classified in part by their width and corner radii. Though used mostly for making groove features, such as O-ring or snap-ring cuts, newer generations of these tools can be used for rough and finish contouring operations. While not the best choice for all roughing and finishing, they work well in areas where a diamond or other shape cannot easily fit.
Besides there being many types of groove tools, there are many types of holders, depending mostly on the cut direction for the tool. For example, there are groove holders for OD, ID, and Face grooves, and these are all available in Left Hand or Right Hand models.
 |
|
Figure 8.19: Groove Tool (Left Hand) |
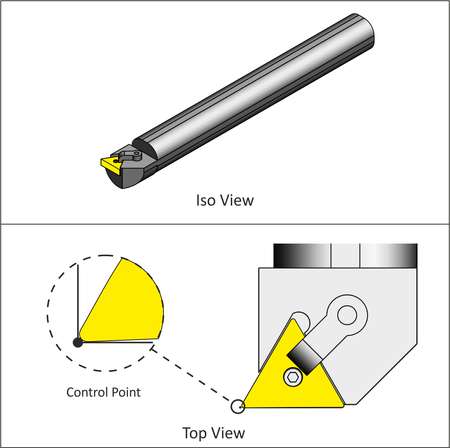
Precision holes are often finished with a boring tool. Boring bar tools are mounted parallel to the machine spindle. They require a hole in the part large enough to allow the bar to safely enter and exit the bore.
 |
|
Figure 8.20: Boring Bar (Left Hand) |
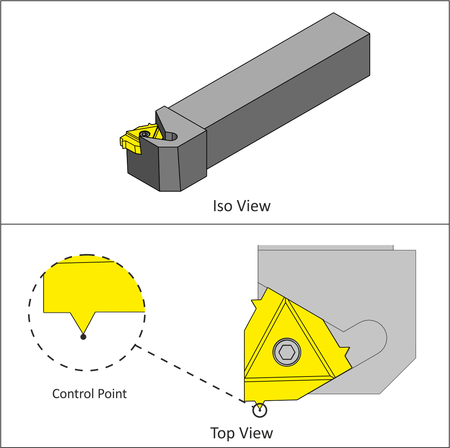
Tapped holes at the center of part, up to about one inch diameter, can be made using a form or cutting tap, just like on a mill. Larger ID threads and all ID threads use a thread insert.
Thread tools are set to the tip of the thread point in Z and X. Z is set by touching off on the edge of the part, and then taking into account the distance from this edge to the tip of the thread point, a distance included in the insert documentation.
Often a thread gage is used to check threads, and the X-offset for the thread tool adjusted to achieve the proper size and fit (Thread Class).
 |
|
Figure 8.21: OD Thread Tool (Left Handed) |
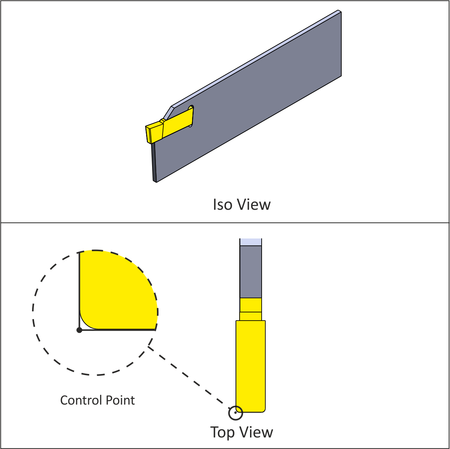
Once the part is finished, it is usually parted, or cut off from the stock. A cutoff tool is a special kind of groove tool that is designed to take deeper cuts. Cutoff tools are classified in part by their width and maximum cutting depth.
The blade shape of the cutoff tool allows it to cut deeper into the material than a groove tool. This shape does limit the side forces the tool can withstand.
 |
|
Figure 8.22: Cutoff Tool |